
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Реферат: Уплотнение неподвижных соединений
Реферат: Уплотнение неподвижных соединений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ГЕОДЕЗИИ И КАРТОГРАФИИ
ПО ДЕТАЛЯМ ПРИБОРОВ И ОСНОВАМ КОНСТРУИРОВАНИЯ
НА ТЕМУ: «УПЛОТНЕНИЕ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ»
ВЫПОЛНИЛ: студент 3-его курса
факультета оптического приборостроения
МОЛОТКОВ Л.Е.
ПРОВЕРИЛ:
ВАРФОЛОМЕЕВ Д.И.
МОСКВА 2001
СОДЕРЖАНИЕ
Введение___________________________________________________________3
1. Листовые прокладки______________________________________________3
1.1. Прокладочный материал. Виды прокладок_______________________3
1.1.1. Уплотняющие составы______________________________________3
1.1.2. Прокладки из мягких материалов____________________________4
1.1.3. Армированные прокладки___________________________________4
1.2. Установка листовых прокладок_________________________________5
2. Уплотнение жёстких стыков______________________________________ 6
2.1. Задача уплотнения_____________________________________________6
2.2. Способы уплотнения___________________________________________6
2.3. Уплотнение круглых отверстий и каналов_______________________11
3. Уплотнение фланцев_____________________________________________11
4. Уплотнение резьбовых соединений________________________________12
4.1. Способы уплотнений резьбовых соединений_____________________12
4.2. Уплотнение ввёртных деталей_________________________________12
4.2.1. Уплотнение ввёртных деталей без прокладок_________________14
4.3. Глухие резьбовые соединения_________________________________ 15
5. Уплотнение некоторых жидкостных стыков_______________________17
5.1. Уплотнение цилиндрических стыков___________________________17
5.2. Уплотнение плоских стыков___________________________________18
6. Уплотнение цилиндрических поверхностей_________________________18
7. Уплотнение легкосъёмных крышек________________________________19
8. Резина как уплотняющий материал_______________________________ 20
8.1. Виды резин и их физические свойства __________________________20
8.2. Армирование резины_________________________________________ 21
8.3. Механические способы крепления резиновых прокладок_________ 22
Список использованной литературы__________________________________23
Отчёт содержит 24 страницы, 31 рисунок, 3 источника.
Ключевые слова: маслосодержащая полость, прессшпан, паронит, графит чешуйчатый, касторовое масло, ввёртный штуцер, термостойкие мази, герметики, стыки типа «металл по металлу», притирка, шлифпорошок, шабрение, утопленные упругие прокладки, периферия стыка, упругие механические кольца, «холодные» стыки, высота кольцевого пространства, острые кольцевые гребешки, глухие резьбовые соединения.
ВВЕДЕНИЕ
Объектом исследования данного отсчёта является уплотнение неподвижных соединений.
Целью работы автор поставил ознакомление начинающего конструктора с разновидностями областей применения уполотнений для неподвижных соединений.
Поставленный вопрос исследуется путём доработки и сбора информации от нескольких
источников, в которых приводится данная тема.
Основная область, где применяется собранная в данном отчёте информация, является точное приборостроение.
1. ЛИСТОВЫЕ ПРОКЛАДКИ
Для обеспечения герметичности плоские стыки чаще всего уплотняют листовыми прокладками из упругого материала. Как правило, на прокладках ставят крышки маслосодержащих резервуаров, работающих под давлением или вакуумом, фланцы трубопроводов и т. д. На мягких прокладках собирают также части корпусов механических передач (в тех случаях, когда нет необходимости выдерживать точное взаимное расположение частей).
1.1. Прокладочный материал. Виды прокладок
Прокладочный материал выбирают в зависимости от условий работы, величины давления, температурного режима и т. д. Для уплотнения соединений общего назначения, например крышек маслосодержащих полостей, чаще всего применяют прокладочную бумагу толщиной 0,05—0,15 мм, кабельную бумагу (бумагу, пропитанную бакелитом или другими синтетическими смолами), прокладочный картон толщиной 0,5—1,5 мм, прессшпан и т. д. Наилучшими свойствами обладают прокладки из синтетических материалов типа полихлорвинила и политрифторэтилена.
1.1.1.Уплотняющие составы
Для соединений, работающих при высоких температурах, применяют прокладочные материалы с асбестом (асбестовую бумагу, асбестовый картон и т. д.). Паропроводы
уплотняют чаще всего паронитом, представляющим собой композицию асбеста с натуральной или синтетической резиной. Паронит выдерживает температуру до 450°С. При высоких температурах применяют также листовые прокладки из пластичных металлов — листового свинца, алюминиевой и медной фольги и т. д. Такие прокладки - требуют повышенного усилия затяжки.
В случаях, когда наряду с уплотнением требуется еще регулирование расстояния между стыкуемыми деталями, применяют ш и м ы — набор прокладок из тонкой (0,05 мм) латунной или медной фольги (например, для регулирования натяга и одновременного уплотнения в парных установках конических или радиально-упорных подшипниках качения).
Для увеличения надежности уплотнения прокладки смазывают уплотняющими составами. Бумажные и картонные прокладки ставят на вареной олифе, шеллаке, бакелите-сырце, жидком стекле, сурике, белилах и т, д.
Хорошими герметизирующими свойствами обладает мазь следующего состава: шеллак 35%; спирт 55%; графит чешуйчатый 6%; касторовое масло 3%; краситель (охра) 1%.
Широко применяют также герметики — уплотняющие мази разнообразной рецептуры, преимущественно на основе натуральной или синтетическое резины, с соответствующими растворителями. Для уплотнений, работающих при высоких температурах, применяют термостойкие мази, напримег этилсиликат, силоксановые эмали и т. д.
1.1.2. Прокладки из мягких материалов
Прокладки из мягких материалов после однократного пользования подлежат замене.
Редко разбираемые соединения уплотняют материалами, которые в стыках расплющиваются, а именно: хлопчатобумажной ниткой, проваренной в масле; резиновыми нитками и шнурами; просаленными асбестовыми шнурами; проволокой из свинца, алюминия или отожженной красной меди. Последние два способа применяют для соединений, работающих при высоких температурах.
Прокладки из мягких материалов применяют для соединений, стягиваемых болтами, шпильками и т. д., когда прокладка при затяжке подвергается только сжатию. Прокладки, испытывающие при затяжке сдвиг (например, прокладки под ввертные штуцеры, пробки), изготовляют из более Прочных и жестких материалов, например из фибры, свинца и отожжённой красной меди.
1.1.3. Армированные прокладки
Применяют также армированные прокладки, состоящие из упругого материала (резины, пластика, асбеста и т. д.), заключенного в оболочку из мягкого металла (меди, латуни).
Разновидности таких прокладок показаны на рис.1, 1-6
На рис. 2 показан пример применения армированной прокладки для уплотнения ввертного штуцера. Прокладки такого типа могут быть использованы многократно.
1.2. Установка листовых прокладок
Прокладки должны быть зафиксированы относительно уплотняемых поверхностей и затянуты по всей поверхности.
Типичные ошибки установки прокладок представлены на рис. 3. В конструкции на рис. 3, 1, прокладка не зафиксирована в радиальном направлении и может быть сдвинута при установке и выдавлена при затяжке. Центрирование прокладки по стержню стяжного болта (рис. 3, 2) не дает эффекта, так как центрирование осуществляется вслепую после установки
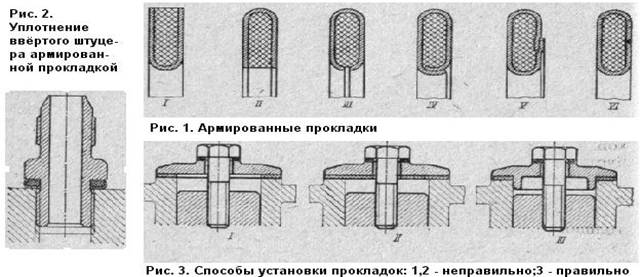
прокладки и крышки; значительная часть прокладки находится навесу и не зажимается уплотняемыми поверхностями.
Правильная конструкция показана на рис. 3,3. Здесь прокладка центрируется на крышке буртиком, предохраняющим ее от выдавливания внутрь.
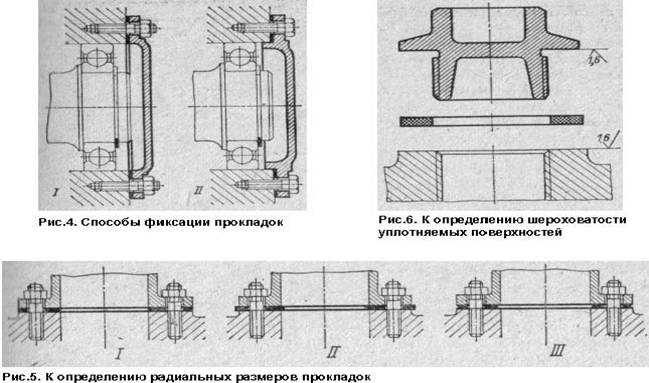
В соединениях, собираемых на шпильках (рис. 4,1), допустимо центрировать прокладку по стержням шпилек; при монтаже прокладка надевается на шпильки и притягивается привертываемой деталью, например крышкой. В соединениях на ввертных болтах правильнее вводить центрирующий руртик (рис. 4,2); в данном случае прокладку укладывают на крышку, подравнивают по отверстиям в крышке и вместе с ней устанавливают на корпус.
Следует учитывать, что прокладки, особенно имеющие значительную толщину, при затяжке деформируются. Если придать прокладке размеры, соответствующие номинальным размерам уплотняемых поверхностей (рис. 5,1), то при затяжке прокладка выдавливается наружу, что портит внешний вид соединения, и внутрь, что в случае трубопроводов и каналов может заметно сузить проходное сечение (рис. 5,2).
В таких случаях правильно делать наружный размер прокладки несколько меньше (на 0,5 — 1 мм), а внутренний — несколько больше номинала (рис. 5,3) с таким расчетом, чтобы края прокладки после затяжки совпадали с краями уплотняемых поверхностей.
Параметр Ra шероховатости должен быть не более 1,6 мкм (рис. 6), иначе добиться герметичности соединения трудно.
2. УПЛОТНЕНИЕ ЖЕСТКИХ СТЫКОВ
2.1. Задача уплотнения
Уплотнение прокладками из мягких материалов всегда сопряжено с большим или меньшим изменением расстояния между уплотняемыми деталями. В машиностроении нередко возникает задача уплотнения стыков типа «металл по металлу» с соблюдением точного взаимного расположения стыкуемых деталей. Таков, например, случай соединения частей корпусов, содержащих опоры скольжения или качения и т. д.
Задача уплотнения, таких жестких стыков решается несколькими способами. Неразборные и редко разбираемые соединения уплотняют герметизирующими составами, например бакелитом, белилами, суриком, жидким стеклом и т. д.
2.2. Способы уплотнения
Промышленность выпускает широкий ассортимент герметиков, предназначенных для работы в разнообразных соединениях. К их числу относятся:
1) герметик У-З0М на основе тиоколового каучука; м'асло-, бензо- и водостоек, отличается высокой газонепроницаемостью; диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая;
2) герметик ВТУР на основе тиокола с динзоцианатом; масло-, бензо- и водостоек, отличается высокой газонепроницаемостью, диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая;
3) герметик ВГХ-180 - фенолформальдегидная смола с натуральным каучуком; масло- и водостоек; диапазон рабочих температур от —50 до +130°С; высокая адгезия к металлу, под действием бензина и керосина набухает;
4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-б; бензо-, масло- и водостоек; диапазон рабочих температур от —50 до +200°С; адгезия к металлу невысокая;
5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов; масло- и водостойки; теплостойкость до 300°С; в бензине и керосине набухает; адгезия к металлу невысокая.
Герметики выпускаются в виде паст и лаков. Их наносят на уплотняемые поверхности поливом, кистью или шпателем. Устойчивая, герметизирующая пленка образуется в среднем через пять-шесть суток.
Для соединений, работающих при особо высоких температурах, применяют силоксановые эмали (кремнийорганические пластикаты с порошкообразным металлическим наполнителем — Al, Zn), выдерживающие температуру до 800°С.
При затяжке избыток герметизирующего состава выдавливается; на стыке остается тонкая пленка (толщиной в несколько микронов или сотых долей миллиметра), практически не влияющая на точность взаимного расположения соединяемых деталей. Соединения, собираемые на герметизирующих составах, с трудом поддаются разборке, особенно после работы вгорячую. В таких соединениях необходимо предусматривать съемные устройства.
Особо точные разъемные стыки типа «металл по металлу» уплотняют путем тонкой плоскостной обработки — притиркой или шабрением.
П р и т и р к е подвергают поверхности разъема, предварительно начисто обработанные строганием широкими резцами, тонким фрезерованием или шлифованием. Притирку производят на притирах-плитах из чугуна или специального стекла (пирекс) с точно обработанными плоскостями. Изделие прижимают к притиру, которому сообщают кругообразное движение небольшой амплитуды.
Притирку производят на различных притирочных материалах. Чаще всего применяют стеклянную пудру, порошки карборунда (карбид кремния), корунда (кристаллическая окись алюминия), карбида бора, алмазную пыль (для твердых металлов). В качестве смазки применяют машинное масло, керосин, жирные кислоты.
Притирку ведут сначала на шлифпорошках с размером зерна не более 100 мкм, затем переходят на микропорошки. Окончательную доводку производят на пасте ГОИ, состоящей в основном из окиси хрома с добавлением связующих и смазывающих веществ (стеарина, керосина, олеиновой кислоты и т. д.). Иногда производят притирку соединяемых плоскостей непосредственно друг по другу.
Притирка — трудоемкий и дорогой процесс, поэтому ее применяют для особо ответственных стыков. В последнее время процесс притирки механизируют. В некоторых случаях притирку можно заменить производительными методами чистового строгания и чистового фрезерования.
 Шабрение
производят обычно в следующей последовательности. Сначала шабрят по плитам одну
плоскость разъема до получения двух-пяти пятен контакта на 1 см2.
Пришабренную по плите плоскость покрывают тонким слоем краски (лазурь),
устанавливают на нее стыкуемую деталь, легкими кругообразными движениями
переводят на нее краску и удаляют шаберами следы краски. Эту операцию
производят многократно до получения необходимой точности прилегания. Шабрение
является весьма трудоемким процессом и в серийном производстве применяется
редко.
Шабрение
производят обычно в следующей последовательности. Сначала шабрят по плитам одну
плоскость разъема до получения двух-пяти пятен контакта на 1 см2.
Пришабренную по плите плоскость покрывают тонким слоем краски (лазурь),
устанавливают на нее стыкуемую деталь, легкими кругообразными движениями
переводят на нее краску и удаляют шаберами следы краски. Эту операцию
производят многократно до получения необходимой точности прилегания. Шабрение
является весьма трудоемким процессом и в серийном производстве применяется
редко.
Притертые или пришабренные поверхности при сборке покрывают тонким слоем герметизирующей мастики. Мастики чаще всего изготовляют из разведенной на вареной олифе тонкотертой краски (свинцовые белила, свинцовый сурик, охра и т. д.), железной пудры или серебристого графита с маслом. Применяют также суспензию коллоидального графита в масле. Иногда соединяемые поверхности натирают всухую серебристым графитом.
Для надежного уплотнения стыков типа «металл по металлу» требуется повышенная жесткость фланцев и частое расположение стягивающих болтов.
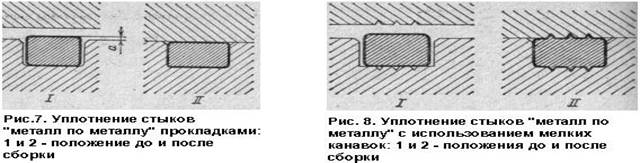
Другой способ уплотнения жестких стыков заключается в установке на стыкуемых поверхностях утопленных упругих прокладок прямоугольного или круглого сечения. Прокладки устанавливают в канавках, выполненных по всей периферии стыка. В свободном состоянии прокладка выступает над поверхностью стыка на строго определенную величину а (рис. 7,1), зависящую от материала прокладки и желаемой силы уплотнения. При затяжке стыкуемые поверхности доводят до соприкосновения, причем материал прокладки упруго или пластически деформируется, осуществляя уплотнение поверхностей (рис. 7,2).
Для увеличения герметичности на уплотняемых поверхностях делают мелкие канавки
(рис. 8), в которые затекает деформируемый материал прокладки. С той же целью прокладку делают гребенчатой (рис. 9). При затяжке гребешки сминаются, образуя ряд канавок, действующих подобно лабиринтному уплотнению.
Сечение канавки должно быть больше сечения прокладки, для того чтобы не препятствовать деформации прокладки.
Материал прокладки выбирают в зависимости от условий работы стыка. Для стыков, работающих в нормальных условиях, применяют резину, пластики; для стыков, работающих при повышенных температурах, — пластичные металлы: свинец, алюминий, отожженную красную медь и т. д. Хорошее уплотнение обеспечивают прокладки из красной меди с гальваническим кадмиевым покрытием.
На рис. 10 изображено уплотнение
упругой прокладкой, установленной в замкнутом 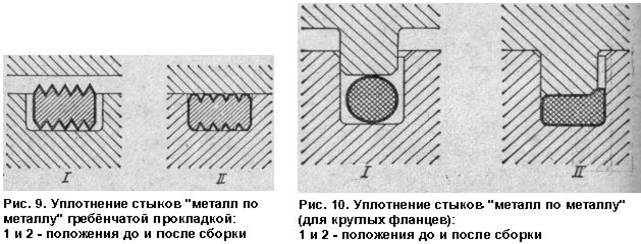
пространстве, образованном канавкой на одной из поверхностей и гребешком на другой. Этот способ применяют преимущественно для круглых фланцев, у которых канавки и шипы могут быть изготовлены точением с необходимой степенью точности.
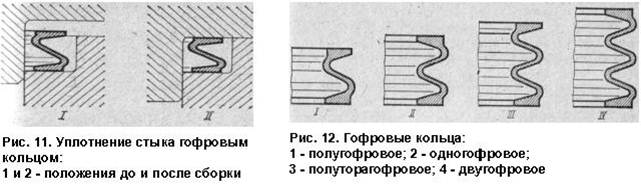
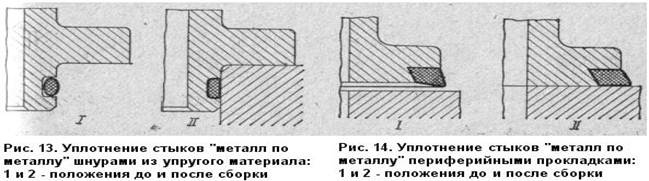
Круглые фланцы уплотняют также упругими металлическими кольцами (рис. 11), чаще всего Z-образного сечения (так называемые гофровые кольца). Формы гофровых колец показаны (в порядке возрастающей упругости) на рис. 12. Круглые фланцы с центрирующими буртиками уплотняют шнурами из упругих материалов (резины, синтетики), которые закладывают в канавки, проделанные в буртике (рис. 13). При таком расположении на стыке обеспечивается чистый контакт «металл по металлу». Этот способ применяют только для «холодных» стыков.
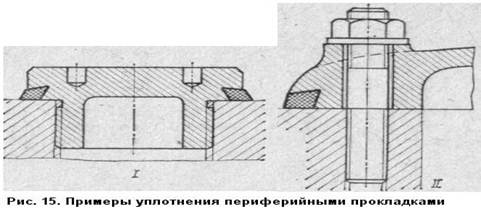
На рис. 14 показан способ установки прокладки в открытой канавке на периферии стыка. Преимущество этого способа заключается в том, что прокладка предохраняет стык от внешних воздействий и предупреждает коррозию металлических поверхностей стыка. Примеры установки периферийных прокладок приведены на рис. 15,1,2.
2.3. Уплотнение круглых отверстий и каналов
Встречаются случаи, когда в стыках «металл по металлу» требуется уплотнить круглые отверстия и каналы, служащие, например, для подвода смазочного масла, перепуска охлаждающей жидкости и т. д.
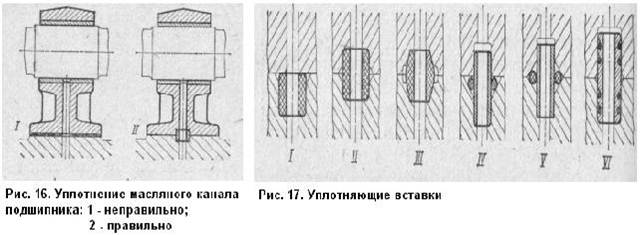
На рис. 16 изображено уплотнение масляного канала подшипника. Применение мягкой прокладки (рис. 16,1) здесь недопустимо, так как при затяжке изменяется положение вала относительно смежных деталей. Например, если вал приводится в движение зубчатыми колесами, затяжка может нарушить правильное зацепление колес. В таких случаях применяют уплотняющие вставки (рис. 16,2).
На рис. 17,1-3 показаны вставки из упругого материала (резины пластиков и т. п.). Уплотнение достигается за счет торцового (рис. 17,1,2) или радиального (рис. 17,3) обжатия вставок. Иногда применяют металлические вставки в виде втулок в сочетании с упругими уплотняющими элементами (рис. 17,4-6). Металлические вставки могут быть использованы также в качестве контрольных штифтов.
3. УПЛОТНЕНИЕ ФЛАНЦЕВ
На рис. 18 показаны способы уплотнения цилиндрических фланцев, например фланцев корпусных деталей.
На рис. 18,1 изображено простейшее уплотнение мягкой прокладкой из листового материала. Остальные уплотнения на рис. 18 относятся к уплотнениям соединений типа «металл по металлу». На рис. 18,2-6 показаны уплотнения шнуром из упругого материала (резины, пластиков), устанавливаемым в выточку на торце фланца или корпуса. Подобные торцовые уплотнения заставляют разносить крепежные болты в радиальном направлении и увеличивать тем самым радиальные размеры фланца; торцовые уплотнения с канавками в теле фланца, кроме того, ослабляют фланец. В этом отношении лучше угловые уплотнения (рис. 18,7-14). Наиболее удобны конструкции, в которых уплотняющий шнур заводится в выточку в теле фланца, составляя с ним при монтаже одно целое (рис. 18, 8, 9, 11, 12, 14).
Уплотнения на рис. 18,10,11,14) рассчитаны на повышенное давление
в уплотняемой 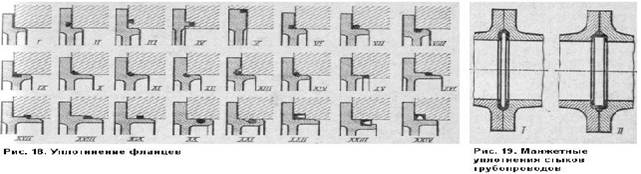 полости и основаны на манжетном
эффекте: давление 11 уплотняемой полости, заставляя шнур перемещаться в
суживающееся пространство канавок, увеличивает силу прижатия шнура к
уплотняемым поверхностям.
полости и основаны на манжетном
эффекте: давление 11 уплотняемой полости, заставляя шнур перемещаться в
суживающееся пространство канавок, увеличивает силу прижатия шнура к
уплотняемым поверхностям.
На рис. 18,15-18 показаны уплотнения с торцовой затяжкой шнура, устанавливаемого в кольцевом пространстве между фланцем и корпусом. В конструкции на рис. 18,15 существует опасность выдавливания прокладки из кольцевой канавки. Эта конструкция требует применения жестких уплотняющих прокладок. На рис. 18,19-21 изображены радиальные уплотнения: шнур закладывают в кольцевую выточку в центрирующем пояске фланца или корпуса; уплотнение осуществляется в результате радиальной деформации шнура при установке фланца. Наиболее удобны по монтажу конструкции, в которых шнур устанавливают в выточку во фланце. В конструкции на рис.18,21 канавка под шнур выполнена наклонной, что придает уплотнению манжетное свойство. На рис. 18, 22-24 приведены применяемые на крупногабаритных фланцах уплотнения чисто, манжетного типа.
На рис. 19,1,2показаны манжетные уплотнения стыка трубопроводов.
4. УПЛОТНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
4.1. Способы уплотнений резьбовых соединений
На рис. 20 изображены способы уплотнения резьбовых соединений большого диаметра кольцевыми прокладками и шнурами. Ввиду того, что при завертывании этих соединений прокладки подвергаются усилию сдвига, материал прокладок должен обладать повышенной твердостью.
На рис. 20,1-6 показаны способы углового уплотнения шнуром, укладываемым в кольцевую выточку в теле гайки; на рис. 20,7-11 — способы уплотнения торцовой затяжкой шнура в замкнутом кольцевом пространстве между гайкой и корпусом; на рис. 20,12-15 — способы радиального уплотнения с помощью шнура, укладываемого в кольцевую выточку в теле гайки или в корпусе.
4.2. Уплотнение ввёртных деталей
Самый простой способ уплотнения ввертных деталей (штуцеров, пробок) — смазывание витков резьбы герметизирующими составами. Однако при этом способе затрудняется отвинчивание деталей вследствие «прилипания» герметизирующей мази к резьбе после некоторого периода эксплуатации.
Не рекомендуется применяемая иногда на практике (особенно в ремонтных условиях) «подмотка» последних (ближайших к торцу ввертной детали витков резьбы ниткой, промазанной суриком, разведенным на масле и т.п.
На рис. 21 приведены способы
уплотнения ввертных деталей упругими прокладками. В конструкции на рис. 21,1
прокладка подвержена действию полной силы затяжки. Чтобы 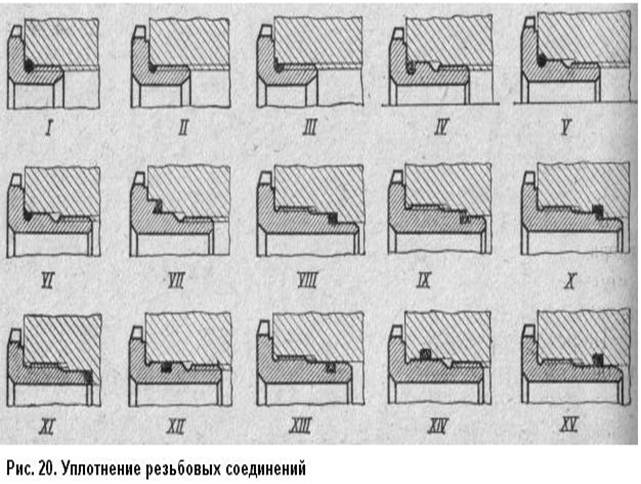
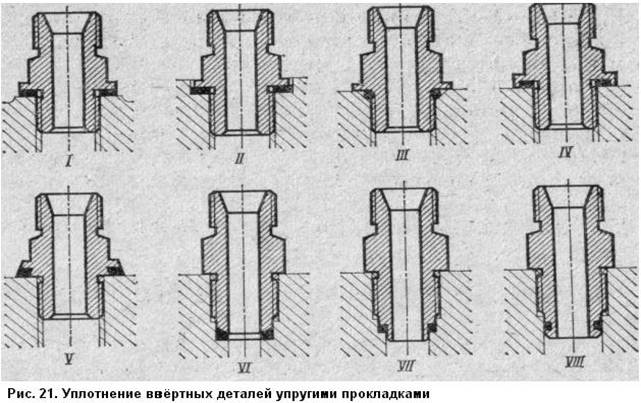
 исключить раздавливание прокладки,
ее необходимо выполнять из твердого или полутвердого материала, армировать
или ограничивать силу затяжки.
исключить раздавливание прокладки,
ее необходимо выполнять из твердого или полутвердого материала, армировать
или ограничивать силу затяжки.
В конструкции на рис. 21,2 прокладка заключена в замкнутое кольцевое пространство, образованное выточкой в корпусе. Материал прокладки может течь только в сторону резьбы, что улучшает условия уплотнения.
В конструкции на рис. 21,3-5 уплотнение достигается в результате деформации прокладки при затяжке детали на жесткий торец до отказа и определяется разностью высот прокладки и канавки под прокладку.
На рис. 21,6,7 приведены способы уплотнения по внутреннему торцу детали. Как и в предыдущих случаях, затяжку производят до упора торца детали в корпус. В конструкции на рис. 21,7 прокладка установлена в замкнутом кольцевом пространстве и не может быть выдавлена при затяжке, как в конструкции на рис. 21,6. Затяжка детали возможна или на прокладку, или на жесткий торец; в последнем случае объем кольцевого пространства должен быть больше объема прокладки. Сила уплотнения определяется разностью высоты прокладки и высоты кольцевого пространства (при полной затяжке детали).
В конструкции на рис. 21,8 прокладка расположена в радиальной канавке на хвостовике детали и при затяжке свободно перемещается относительно корпуса. Сила уплотнения определяется величиной выступания прокладки из канавки в свободном состоянии.
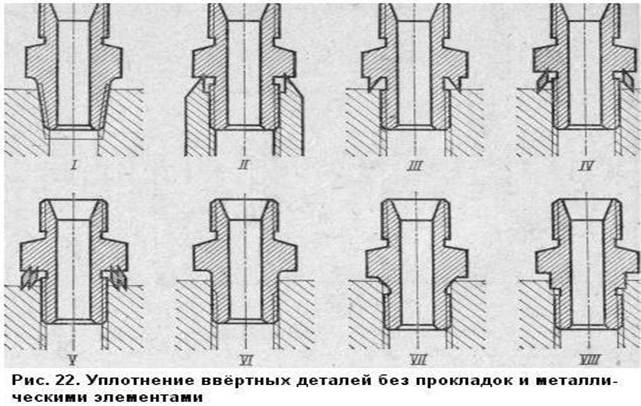
4.2.1. Уплотнение ввёртных деталей без прокладок
На рис. 22 показаны способы уплотнения ввертных деталей без прокладок или с металлическими уплотняющими элементами. Завертывание на конической резьбе (рис. 22,1) обеспечивает полную герметичность, особеннo если корпус выполнен из пластичного металла. Остальные, приведенные на рис. 22 конструкции уплотнений основаны на пластической деформации материала корпуса или материала ввертываемой детали. Их можно применять для редко разбираемых или неразъемных соединений.
На рис. 22,2,3 изображены способы уплотнения острыми кольцевыми гребешками. Гребешок выполняют на детали из более твердого материала (в конструкции.на рис. 22,2 гребешок выполнен на корпусе, на рис. 22,3 - ввертной детали) и при завертывании врезается в мягкий материал, обеспечивая уплотнение. На рис. 22,4,5 приведены аналогичные уплотнения с применением отдельных кольцевых шипов, выполняемых из закаленной стали. Материал ввертной детали и корпуса в данном случае должен быть мягче материала шипового кольца.
На рис. 22,6-8 показаны способы уплотнения, основанные и пластической деформации резьбы корпуса. В конструкции на рис. 22, 6 резьба на ввертной детали выполнена со сбегом; при завертывании детаи неполные витки резьбы сминают витки корпуса, обеспечивая герметичность соединения. В конструкции на рис. 22, 7 резьба на ввертной детали переходит в конус; при завертывании конус сминает входные витки отверстия, обеспечивая уплотнение и в то же время наглухо стопоря соединение. В конструкции на рис. 22,8 те же функции выполняет цилиндрический поясок на резьбе ввертной детали. Соединения, приведенные на рис.22,7,8 — неразъемные.
4.3. Глухие резьбовые соединения
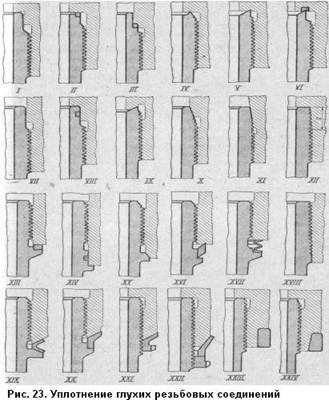 На рис. 23
показаны способы герметизации глухих резьбовых соединений большого диаметра,
работающих при высоких температурах и высоких внутренних давлениях. Соединения
такого типа выполняют на тугой резьбе и свертывают, предварительно подогрев и
охватывающую деталь или охладив охватываемую деталь.
На рис. 23
показаны способы герметизации глухих резьбовых соединений большого диаметра,
работающих при высоких температурах и высоких внутренних давлениях. Соединения
такого типа выполняют на тугой резьбе и свертывают, предварительно подогрев и
охватывающую деталь или охладив охватываемую деталь.
Резьбу выполняют с высокой степенью точности фрезерованием или шлифованием. Перед свертыванием резьбу смазывают герметизирующими мазями. При необходимости улучшить теплопереход в состав мазей вводят металлические наполнители (алюминиевую, бронзовую или цинковую пудру).
Кроме того, герметичность обеспечивают рядом дополнительных мер: упором соединительных деталей в торец непосредственно (рис. 23,1) или через прокладки (рис.23,2,3) из пластичных металлов (свинца, красной меди, алюминия), кольцевыми шипами (рис. 23, 4-6), посадкой на точно обработанных цилиндрических поясках (рис. 23,7,8), затяжкой на конус (рис. 23,9-11). В конструкции на рис. 23,12 резьба охватываемой детали на участке а срезана на конус; соответствующий участок на охватывающей детали — гладкий. При ввертывании охватываемая деталь нарезает на этом участке резьбу.
Надежность описанных уплотнений возрастает, если уплотняющие элементы расположить не внутри соединения, как показано на рис. 23,1-12, где они подвержены действию высокого давления, а снаружи, куда давление доходит только при прорыве уплотняемой жидкости или газов через витки резьбы, и то значительно ослабленным в результате дросселирования в витках резьбы. На рис. 23, изображены такие конструкции с уплотнением прокладками (рис. 23,13,14), конусами (рис. 23, 15), кольцевыми шипами (рис. 23, 16), пружинными кольцами (рис. 23, 17), резьбой со сбегом (рис.23, 18).
 В конструкциях на рис. 23, 19-22
уплотнение достигается обжатием крайних витков охватывающей детали коническими
кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие
осуществляется напрессовкой бандажей на охватывающую деталь. Иногда обжатие
осуществляют затяжкой охватывающей детали хомутом.
В конструкциях на рис. 23, 19-22
уплотнение достигается обжатием крайних витков охватывающей детали коническими
кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие
осуществляется напрессовкой бандажей на охватывающую деталь. Иногда обжатие
осуществляют затяжкой охватывающей детали хомутом.
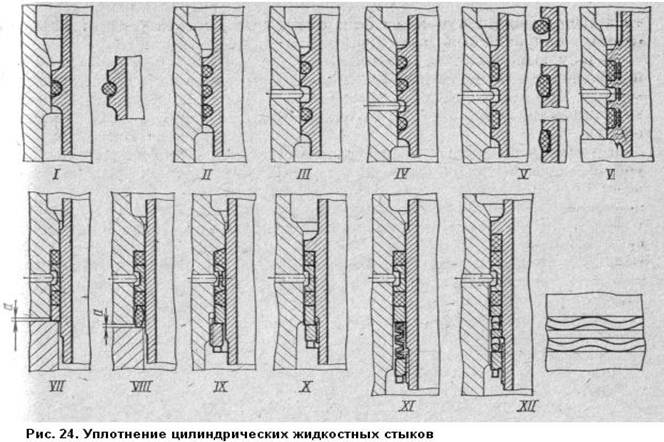
5. УПЛОТНЕНИЕ НЕКОТОРЫХ ЖИДКОСТНЫХ СТЫКОВ
5.1. Уплотнение цилиндрических стыков
На рис. 24 показаны способы уплотнения цилиндрических стыков, подверженных давлению жидкости (случай «мокрых» гильз поршневых двигателей внутреннего сгорания с жидкостным охлаждением).
Простейший вид уплотнения — установка резинового кольца круглого сечения в канавке гильзы (рис. 24,7). В свободном состоянии кольцо выступает над поверхностью гильзы, при введении гильзы в охлаждающую рубашку кольцо сжимается и уплотняет стык гильзы и рубашки. Для увеличения надежности уплотнения устанавливают последовательно несколько колец (рис. 24, 1).
Улучшенная конструкция этого уплотнения показана па рис. 24,3. Здесь канавки выполнены со скосом, направленным в сторону, противоположную действию давления жидкости. Под давлением жидкости кольца постоянно вытесняются в суживающуюся часть канавок и прижимаются к уплотняемым поверхностям с силой, пропорциональной давлению. Между кольцами расположена выточка, сообщающаяся дренажным отверстием с атмосферой. В случае прорыва через первое кольцо жидкость стекает через дренажные отверстия наружу; второе кольцо, разгруженное в данном случае от давления, предупреждает дальнейшее просачивание жидкости.
Для увеличения надежности на рабочей стороне уплотнения устанавливают несколько колец (рис. 24, 4). Другие формы канавок и колец покозаны на рис. 24, 5. Во всех случаях необходимо, чтобы сечение канавки ныло больше сечения кольца, иначе резина, будучи практически несжимаемым материалом (не смешивать сжимаемость с упругой деформацией, связанной с изменением формы сечения), может развить значительные радиальные силы и вызвать «корсетную» деформацию гильзы на участке расположения колец.
Для обеспечения плотного прижатия колец к стенкам рубашки, с тыльной стороны колец устанавливают волнистые двухвитковые кольцевые пружины (рис. 24, 6).
Иногда уплотнение подвергают осевой затяжке. Особенно просто это осуществляется в
случае, когда рубашка отъемная (рис. 24, 7, 8). Суммарную высоту элементов уплотнения в данном случае делают несколько больше высоты канавки на величину a; при стягивании зазор a выбирается, и в уплотнении возникает осевой натяг.
При неразъемных рубашках осевую затяжку осуществляют гайкой, ввертываемой в рубашку (рис. 24, 9) или навертываемой на гильзу (рис. 24, 10).
Во избежание перетяжки уплотняющих колец и для поддержания постоянства натяга в эксплуатации в соединение вводят упругие элементы в виде конических пружинных колец (рис. 24, 11) или гофрированных кольцевых пружин круглого сечения (рис. 24, 12).
5.2. Уплотнение плоских стыков
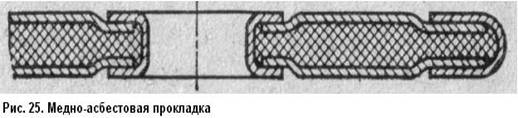
В машиностроении нередко необходимо уплотнять стыки полостей, содержащих жидкости и сообщающихся между собой фигурными окнами или круглыми отверстиями. Их уплотняют листовыми прокладками из упругих материалов. Стыки, подверженные воздействию высоких давлений и температур (например, стыки блочных головок двигателей внутреннего сгорания с блоком охлаждающих рубашек) уплотняют армированными прокладками из асбеста.
Применяют два основных вида прокладок: с внутренней арматурой и с наружной. Прокладки первого типа состоят из асбеста, пропитанного термостойким связующим составом, напрессованного на арматуру из медной или латунной проволочной сетки, придающей прокладкам необходимую прочность и жесткость. Прокладки второго типа состоят из асбестовой композиции, заключенной в оболочку из тонколистовой красной меди или пластичного железа (типа железа Армко). Наружные края прокладки, а также кромки всех окон и отверстий окантовывают накладками из того же материала (рис. 25).
6. УПЛОТНЕНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цилиндрические соединения,
собираемые на посадках с натягом, как правило, не нуждаются в уплотнении; натяг
сам по себе надежно уплотняет соединение даже при значительном перепаде
давления. Подлежат уплотнению соединения, собранные на центрирующих посадках и
на посадках с зазором и подверженные действию давления или 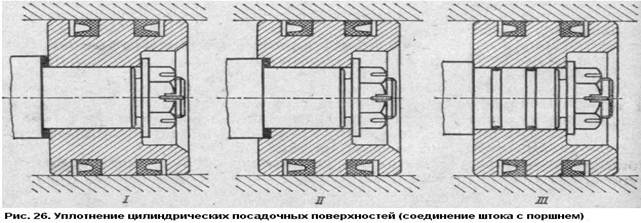
 работающие под
напором столба жидкости. Например, в соединениях поршней со штоками уплотнения
достигают или установкой торцовых прокладок (рис. 26,1,2), или установкой колец из упругого
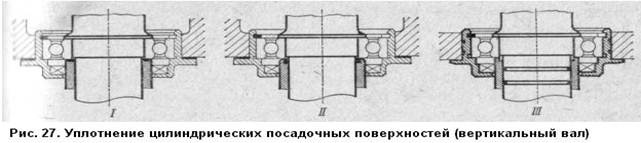
материала на цилиндрических поверхностях соединения (рис. 26, 3). При уплотнении вертикальных валов
во избежание просачивания наружу масла из уплотняемой полости через зазор между
валом и втулкой, втягивающей шарикоподшипник, распорную втулку уплотняют
торцовыми прокладками (рис. 27,1,2) или кольцами из упругого материала,
установленными на цилиндрической поверхности вала на участке сопряжения вала со втулкой (рис. 27,3). Кольцами уплотняют другие части
соединения, когда нет возможности применить торцовые прокладки.
работающие под
напором столба жидкости. Например, в соединениях поршней со штоками уплотнения
достигают или установкой торцовых прокладок (рис. 26,1,2), или установкой колец из упругого
материала на цилиндрических поверхностях соединения (рис. 26, 3). При уплотнении вертикальных валов
во избежание просачивания наружу масла из уплотняемой полости через зазор между
валом и втулкой, втягивающей шарикоподшипник, распорную втулку уплотняют
торцовыми прокладками (рис. 27,1,2) или кольцами из упругого материала,
установленными на цилиндрической поверхности вала на участке сопряжения вала со втулкой (рис. 27,3). Кольцами уплотняют другие части
соединения, когда нет возможности применить торцовые прокладки.
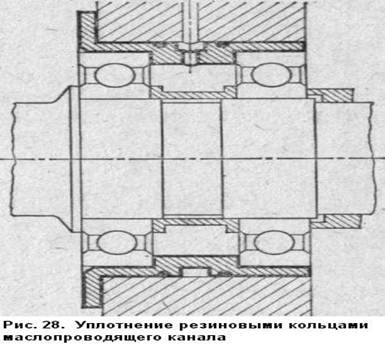
На рис. 28 показано уплотнение резиновыми кольцами гильзы подшипников качения на участке подвода смазки.
7. УПЛОТНЕНИЕ ЛЕГКОСЪЕМНЫХ КРЫШЕК
Уплотнение легкосъемных крышек, например крышек смотровых люков, откидных дверок, устанавливаемых на петлях, шарнирах и т. д., имеет некоторые особенности. Сила прижатия в этом случае обычно невелика; затяжка (в особенности у откидных дверок) неравномерна. Такие крышки обычно уплотняют толстыми прокладками из мягких, легко сжимаемых материалов (мягкой резины, пластиков, пробки). Для удобства пользования прокладку укрепляют на одной из соединяемых деталей вулканизацией, на клею или механическими способами.
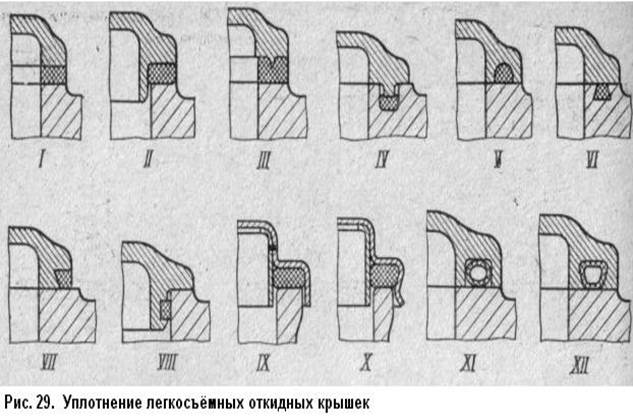
Способы уплотнения легкосъемных крышек представлены на рис. 29. В конструкциях на рис. 29,1,2 уплотнение достигается толстой прокладкой из мягкой резины, привулканизованной к крышке. В конструкции на рис. 29, 3, 4 прокладку крепят на корпусе. Для увеличения надежности уплотнения крышки снабжены гребешком, который у круглых деталей выполняют точением, а у фигурных литых крышек — литьем в кокиль. В конструкциях на рис. 29, 5 — 8 уплотнение осуществляется резиновым шнуром, заводимым в торцовые или боковые канавки.
На рис. 29, 9, 10 изображены штампованные крышки. В этом случае прокладки крепят в приварном ранте крышки. На рис. 29, 11, 12 показаны уплотнения повышенной упругости, состоящие из кольцевой полой резиновой трубки, наполненной воздухом под давлением.
8. РЕЗИНА КАК УПЛОТНЯЮЩИЙ МАТЕРИАЛ
8.1. Виды резин и их физические свойства
Для уплотнения применяют почти всегда резину на основе синтетических каучуков, обладающих в отличие от натуральных каучуков высокой масло-, бензо- и керосиностойкостью, и значительно превосходящих натуральные каучуки по химической стойкости, свето- и температуростойкости.
Наиболее широко применяют хлоропреновые каучуки, натрий-бутадиеновые каучуки, бутадиен-стирольные каучуки, бутадиен-ннтрильные каучуки. Для соединений, работающих при повышенных температурах, применяют силиконовые каучуки, выдерживающие температуру до 300°С.
Резина обладает прекрасными уплотняющими свойствами вследствие высокой эластичности, податливости и способности затекать в мельчайшие углубления и неровности уплотняемых поверхностей.
Как листовой прокладочный материал резину применяют редко, так как она легко выдавливается под действием усилия затяжки. Резину широко применяют для уплотнения в случаях, когда сила прижатия определяется упругостью самой резины (в виде шнуров, укладываемых в канавки и т. д.). Листовую резину применяют только в случаях, когда сила прижатия невелика, например для уплотнения тарельчатых клапанов, нагруженных пружинами.
8.2. Армирование резины
Некоторые трудности вызывает крепление резины к уплотняющей, детали из-за свойства листовой резины легко образовывать складки. Способ, позволяющий устранить этот недостаток и вместе с тем обеспечивающий надежное крепление резинового листа, заключается в армировании резины. Уплотняющие детали такого типа получают опрессовкой с обеих сторон металлического листа с расположенными в шахматном порядке отверстиями. Затекание резины в отверстия обеспечивает прочную связь резины с листом.

Для увеличения сцепления резины с металлом на поверхность металла наносят слой латуни толщиной в несколько сотых миллиметра. Металлический лист смазывают резиновым клеем, закладывают в резиновую смесь и подвергают одновременному прессованию и вулканизации при гемпературе 140—150°С и давлении 20—30 кгс/см2. Таким способом получают жесткие уплотняющие блоки, обладающие всеми положительными свойствами резины.
Подобный кольцевой дисковой блок изображен на рис. 30. Блок притягивается к уплотняемой детали центральным болтом, упирающимся в выпущенные за пределы резинового кольца кромки металлического листа.
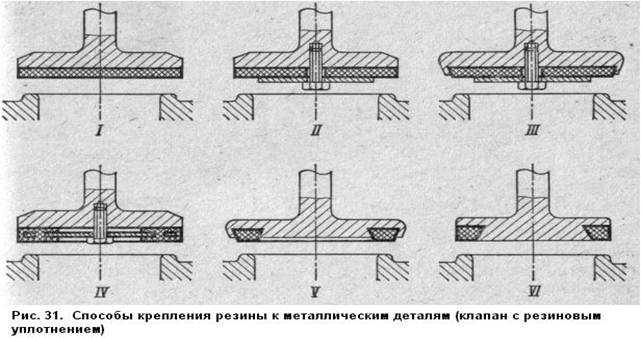
На рис. 31 показаны дисковые клапаны с резиновым уплотнением. Резину крепят к металлической поверхности вулканизацией или на клею (рис. 31,7). Для приклеивания резины к металлу применяют бутадиен–стирольные, неопреновые, силоксановые клеи и клеи на основе модифицированных эпоксидов.
8.3. Механические способы крепления прокладок
На рис. 31, 2 — 6 изображены механические способы крепления. Способ крепления металлической шайбой (рис. 31, 2) обладает тем недостатком, что края резинового диска при затяжке могут отходить от металла. В конструкции на рис. 31,3 этот недостаток устранен заправкой краев резинового диска в наклонный паз. На рис. 31, 4 изображен способ крепления по схеме рис. 30. В конструкции на рис. 31, 5 резиновое кольцо вводят в паз типа «ласточкин хвост». В конструкции на рис. 335, 6 кольцо устанавливают с натягом в открытую канавку на периферии клапана.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Проектирование деталей из пластмасс. Справочник. Альшиц И.Я. и др. М., Машиностроение, 1969
2. Орлов П.И. Основы конструирования. В 3-х книгах. М.,
Машиностроение, 1977
3. Спришевский А.И. Подшипники качения. М., Машиностроение,
1969-632 стр.
