
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Реферат: Организация производства ЗАО Агоромаш
Реферат: Организация производства ЗАО Агоромаш
Введение
Предметом данного курсового проекта является организационное проектирование ЗАО "Агромаш" с использованием новых технических и управленческих методов.
Проект организации завода предполагает выпуск различных видов сельскохозяйственного оборудования. ЗАО "АГРОМАШ" - комплексное предприятие, оснащенное современным оборудованием, располагает высококвалифицированными кадрами и имеет в своем составе кузнечно-заготовительный и слесарно-заготовительные участки, механический, слесарно-сборочный, лакокрасочный, термический и автотранспортное хозяйство. Завод имеет конструкторский и технологический отделы, осуществляющие разработку технологических процессов, оснастки и инструмента.
Основным видом деятельности ЗАО ''Агромаш'' является: изготовление сельскохозяйствующих машин, опытных образцов сельхозмашин, товаров народного потребления, запасных частей к сельхозмашинам и др. внешнеэкономическая деятельность.
Выпускаемые ЗАО ''Завод агротехнических машин'' сельскохозяйственные машины неоднократно демонстрировались на многих международных выставках в Украине, России, Чехии и Франции и отмечены дипломами и медалями различного достоинства, что подтверждает их новизну и высокие технико-экономические показатели. Большинство из производимых машин по своим техническим характеристикам не уступают и превосходят лучшие зарубежные аналогии.
ЗАО "Агромаш" выгодно отличается местом расположения:в непосредственной близости с заводом находится основные железнодорожная, автомобильная и водная магистрали Украины.
I. Общая часть
1.1 История ЗАО ''Агромаш''
ЗАО ''Завод агротехнических машин'' г. Запорожье получил свой юридический статус 1 июля 1968 года как Опытный завод Запорожского конструкторско-технологического института сельскохозяйственного машиностроения (КТИСМ). До этого предприятие функционировало в качестве экспериментального цеха Запорожского КТИСМа (с 1959 года).
· В 1968 году было создано государственное специальное проектное конструкторско-технологическое бюро (ГСПКТБ), в составе которого находился и Опытный завод КТИСМ.
· В 1971году ГСПКТБ преобразовано в Запорожский КТИСМ, а также включавший Опытный завод КТИСМ.
· В 1991году Опытный завод КТИСМ переименован в Опытный завод Запорожского КТИСМа субарендное предприятие НПО КТИСМ.
· В 1994 году Опытный завод КТИСМ переименован в Опытный завод Запорожского КТИСМа субарендное предприятие НПО КТИСМ переименован в Запорожский опытный завод с/х машиностроения арендное предприятие.
· С 1996 года Запорожский опытный завод с/х машиностроения арендное предприятие стал Закрытым акционерным обществом ''Завод агротехнических машин''
До 1996 года предприятие специализировалось на производстве экспериментальных образцов жаток, подборщиков, машин для уборки лаванды, сахарного тростника и не зерновой части урожая.
В 70-80-е годы завод производил опытные образцы и промышленные партии машин для подготовки, погрузки и внесения органических и минеральных удобрений, впервые созданных в бывшем Советском Союзе.
С середины 80-х годов завод приступил к единичному и мелкосерийному производству машин для переработки и подготовки к использованию органических удобрений (включая высокоэффективные энергосберегающие биогазовые установки), универсальных погрузчиков, установок, предназначенных для выполнения ветеринарно-дизенфекционных работ в животноводстве и птицеводстве, универсальных прицепов с низко опускающимися кузовом, агрегатов для внесения удобрений, машин для индивидуальных и фермерских хозяйств, гидровращателей, технологической оснастки для промышленных предприятий Украины. Конструкторскую документацию на указанные машины разрабатывал и передавал заводу КТИСМ.
Выпускаемые ЗАО ''Завод агротехнических машин'' сельскохозяйственные машины неоднократно демонстрировались на многих международных выставках в Украине, России, Чехии и Франции и отмечены дипломами и медалями различного достоинства, что подтверждает их новизну и высокие технико-экономические показатели. Большинство из производимых машин по своим техническим характеристикам не уступают и превосходят лучшие зарубежные аналогии.
С середины 90-х ЗАО ''Завод агротехнических машин'' наряду с выполнением разовых заказов по изготовлению сельскохозяйственной техники выпускает навесные орудия для тракторов и погрузчиков: ковши, захваты тюков, вилы навозные, вилы для поддонов, катки садовые, косилки, снегоуборщики.
С 26 декабря 1995 года - Закрытое акционерное общество ''Завод агротехнических машин ''с коллективной формой собственности. Списочная численность ППП по состоянию на 01.01.2001 г. -248 чел.
Учредителями АО являются граждане Украины, владеющие акциями АО.
Основным видом деятельности ЗАО ''Агромаш'' является: изготовление сельскохозяйствующих машин, опытных образцов сельхозмашин, товаров народного потребления, запасных частей к сельхозмашинам и др. внешнеэкономическая деятельность. ЗАО ''Агромаш" экспортирует продукцию, пользующуюся спросом на мировом рынке. Удельный вес экспортной продукции в 2000 году составил - 95,4 %.
1.2 Номенклатурная программа
Таблица 1
| № п/п | Наименование |
Оптовая цена (грн.) |
2000 г. | 2001 г. | ||
|
К-во шт. |
Сумма тыс.грн |
К-во шт. |
Сумма тыс.грн | |||
| 1. |
Товары н/потребления в т. ч. - измельчитель зерна малогабаритный ИЗМ-Т-1 - машина кормопригото-вительная |
241,00 332,00 |
400 315 |
200,00 96,00 104,00 |
625 300 |
250,00 150,00 100,00 |
| 2. |
Н/оборудование, в т.ч.: - ролики, цепь специальная, оборудование кроликовед-ческой фермы и др. |
1313,00 | 1892,00 | |||
| 3. | Технологическая оснастка (шиампы, приспособления) | 240,00 | 300,00 | |||
| 4. | Опытные образцы машин (разбрасыватели удобрений, дорожные уборочные машины) | 120,00 | 200,00 | |||
| 5. | Новые виды оборудования (контейнер пищевой, снегоуборщик 210, 250) | 267,00 | 400,00 | |||
| 6. | Прочая продукция (тормозная колодка ВАЗ 01, 08, ЗАЗ, цепь ПР- 25-4 и др. | 500,00 | 558,00 | |||
| ВСЕГО: | 2640,00 | 3600,00 | ||||
1.3 План производства
Выпуск продукции будет производиться на действующих производственных площадях.
Для выполнения номенклатурного плана достаточно существующего оборудования.
Не исключена возможность производства продукции с давальческого сырья.
Предусматривается производственная кооперация с заводами Запорожской области по изготовлению отдельных узлов и деталей для окончательной сборки.
Контроль качества продукции производится при изготовлении на каждой операции.
Завод обеспечен измерительными приборами.
В период 2000 - 2002 г.г. в области технологии намечается реконструкция участка ТНП, гальванического участка, создана бригада по ремонту и профилактике прессового оборудования, намечены меры по обновлению оборудования морально и физически изношенного.
Ремонт оборудования производится согласно плана ППР и мероприятий. На особо сложные ремонты (ЧПУ, силовое оборудование, прецизионные с-ки) заключаются разовые договора.
Для определения потребности материалов, учета и контроля за его расходом техотделом прорабатывается технологическая документация, расписывается технологический процесс, предусматривается изготовление оснастки, инструмента. Выдаются нормы расхода материалов и комплектующих. Контроль за процессом подготовки производства осуществляется на оперативных совещаниях.
Отдел материально-технологического снабжения осуществляет доставку и контроль за поступлением материалов и комплектующих на завод с сертификатами качества.
Технологический отдел разрабатывает меры по совершенствованию технологических процессов, соблюдение которых обеспечивает производство продукции в строгом соответствии с конструкторской документацией; по обеспечению производственных участков необходимым технологическим оборудованием, инструментом.
Энергомеханический отдел осуществляет профилактический контроль оборудования на технологическую точность.
1.4 Краткое описание используемого оборудования
Технологическое оборудование завода представлено по группам:
1. МЕТАЛЛОРЕЖУЩЕЕ ОБОРУДОВАНИЕ:
1.1. станки токарной группы
1.2. станки сверлильной - расточной группы
1.3. станки шлифовальной группы
1.4. зубообрабатывающие
1.5. станки фрезерные
1.6. станки строгальные и долбежные
1.7. протяжные
1.8. отрезные
1.9. станки специальные / резьбонакатной/
2. МАШИНЫ КУЗНЕЧНО-ПРЕССОВЫЕ:
2.1. кузнечно-прессовое оборудование для горячей штамповки:
2.1.1. молоты
2.1.2. нагревательные устройства
2.2. кузнечно-прессовое оборудование для холодной штамповки:
2.2.1. пресса механические для холодной штамповки
2.2.2. пресса гидравлические
2.2.3. машины гибочные и правильные
2.3. Заготовительное оборудование:
2.3.1. ножницы
3. ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ
4. СВАРОЧНОЕ ОБОРУДОВАНИЕ:
4.1. оборудование электросварочное
4.1.1. автоматы, п /автоматы для сварки
4.1.2. машины для эл. Контактной сварки
5. ОБОРУДОВАНИЕ ДЛЯ СБОРОЧНЫХ РАБОТ
6. ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
1.5 Объем товарной продукции на 2001 год
Таблица 2
|
№ п/п |
Наименование статей |
Тыс. грн. |
|
|
Отчет 2000г. |
План 2001г. |
||
| 1. | Объем товарной продукции в т.ч |
1922
|
2640 |
|
- товары народного потребления - нестандартизированное оборудование - технологическая оснастка - опытные образцы - прочая продукция |
-- 594 356 238 734 |
200 1313 240 120 767 |
|
1.6. Технико - экономическая характеристика
Коэффициент используемых орудий труда вычисляется по формуле:
где
![]() и
и ![]() -паспортная и фактическая
производительность оборудования за час, т, шт, м3 ;
-паспортная и фактическая
производительность оборудования за час, т, шт, м3 ;
![]() и
и ![]() - фактическое и номинальное время
работы оборудования, ч.
- фактическое и номинальное время
работы оборудования, ч.
К и.о.т.= 29*10/30*10 = 0,97
Определяем коэффициент рациональности перемещения предметов труда (Кп.т. ), зная, что общий объем производства составляет 400 шт и объем производства на поточных линиях равен 400 шт в день.
Кп.т. = 400 шт/ 400 шт = 1
Вычислим коэффициент специальности производства (Ксп)
Ксп = 1-(10/400*1) = 0,98
Итоговый коэффициент организации производства будет равен:
К оп =  =
0,98
=
0,98
Высокий коэффициент организации производства свидетельствует о достаточно высоком организационно-техническом уровне организации производства.
1.7. Технологический процесс
Важной составной частью производственного процесса является технологический процесс.
Технологический процесс - часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
Составным элементом технологического процесса является технологическая операция.
Технологическая операция - часть технологического процесса, выполняемая на одном рабочем месте (станок, пресс), над одним и тем же предметом труда (заготовки, деталь, узел), одним рабочим без переналадки оборудования.
Наладка - подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. К наладке относятся установка приспособления, переключение скорости, подачи, настройки температуры и т.д.
Операции делятся на основные и вспомогательные. Основной или технологической, называется операция, в результате которой изменяется форма, размеры, свойства, взаимное расположение деталей (точение, фрезерование и т.д.). Операции, связанные с перемещением изделий от одного рабочего места к другому называются вспомогательными.
II. Организация производства
2.1. Организационный план
Для выполнения производственной программы на 2001 год заводу необходимо иметь следующую численность: основных производственных рабочих - 99 человек, из них 10 человек - по трудовому соглашению.
Из численности основных производственных рабочих для выполнения программы необходимо 18 человек сварщиков, 16 человек имеется в наличии, необходимо укомплектовать 2 человек сварщиков и 1 человека заточника.
Кроме того, по штатному расписанию необходимо иметь: 94 человека вспомогательных рабочих; 65 человек служащих.
Итого среднесписочная численность составит 258 человек.
Для успешного выполнения производственной программы нужно обновлять контингент работающих по возрасту, т.е. на смену старым квалифицированным кадрам подбирать молодые кадры, обучать и наставлять их.
На заводе существует бестарифная система оплаты труда.
Для формирования фонда оплаты труда на 2001 год заложена среднемесячная заработная плата на 1 основного рабочего 260,00 грн., кроме того, дополнительная заработная плата в размере 10% к основной зарплате.
Таким образом, среднемесячная заработная плата на 1 основного рабочего составит 286,00 грн., на 1 вспомогательного рабочего - 219,70 грн., на одного служащего - 286,70 грн.
Расчет длительности производственного цикла при сложном производственном процессе в общем виде выполняется по формуле:
 , где
, где
Тцп - длительность производственного цикла изделия;
Тni - производственные циклы стадий;
u' - количество последовательно связанных между собой процессов;
Тмо - длительность межоперационных перерывов.
Тцп = 151 + 15 =166 мин =2,77 часа
Эффективный фонд времени работы оборудования рассчитывается исходя из режимного (номинального) фонда времени и времени нахождения оборудования в плановом ремонте. Номинальный фонд времени рассчитывается исходя из количества недель в году, продолжительности смены и количества смен. При расчете номинального фонда времени вычитаются часы сокращения предпраздничных смен.
Число недель в году - 52
Продолжительность смены - 10 часов (будни и ……………………………………………………………..субботы)
- 5 часов (воскресенья)
Количество смен - 1
Время нахождения оборудования в плановом ремонте принимается равным 3% от номинального фонда времени.
Исходя из приведенных данных номинальный фонд времени составляет:
52*10*6 + 52*5 = 3380 часов.
Фактический фонд времени работы оборудования составляет, таким образом,
T = 3380 - 0.03*3380 = 3278 часов.
Годовая производственная цеха, исходя из технической нормы производительности оборудования (N) (5 шт/час) и эффективного фонда времени работы оборудования (3278 часов), составит:
П= N * T = 5 шт/ч * 3278 ч = 16390 шт в год.
По нормам калькуляционного времени определяем трудовые затраты:
Рп = 0,91*16390/2510 = 5,94
принимаем 6 основных рабочих
Разработка календарного плана - графика производства заключается в установлении такой системы сроков движения планируемого изделия по операциям и стадиям технологического процесса, которая обеспечивает своевременное изготовления продукции.
Вычисляем необходимое время на программу и заносим данные в сводную таблицу :
16390 * 2,77 = 45 400,3
Располагаемый фонд станко-часов равен:
19* 10 * 251 = 47 690
Коэффициент сменности расчитывается так:
45 400,3 / 47690 = 0,95
Сводная таблица объемных показателей
Таблица 3
| Шифры | Количество на программу | Затраты по группам на программу, нормо-часы | |
| Изделия | Ед. измерения | ||
| Измельчитель зерна малогабаритный ИЗМ-Т-1 | шт. | 16390 | |
|
Средний коэфициент выполнения норм Кв |
1 | ||
| Необходимое время на программу | 454003 | ||
| Располагаемый фонд станко-часов | 47 690 | ||
| Коэффициент загрузки | 1 | ||
| Коэффициент сменности | 0,95 | ||
| Излишек (+), недостаток (-) | + | ||
Таким образом, на предприятии имеется излишек мощности потому, что располагаемый фонд станко-часов больше необходимого времени на программу, т.е. коэффициент загрузки оборудования равен 0,95
Распределение производственной программы по месяцам
Таблица 4
| № | Наименование изделия |
Годовая програм-ма |
я |
ф |
м |
а |
м |
и |
и |
а |
с |
о |
н |
д |
| 1 | Измельчитель зерна | 16390 | 1365 | 1367 | 1365 | 1367 | 1360 | 1360 | 1367 | 1365 | 1370 | 1367 | 1370 | 1367 |
| 2 | Снегоуборщик | 16390 | 1365 | 1367 | 1365 | 1367 | 1360 | 1360 | 1367 | 1365 | 1370 | 1367 | 1370 | 1367 |
| 3 | Тормозная колодка | 16390 | 1365 | 1367 | 1365 | 1367 | 1360 | 1360 | 1367 | 1365 | 1370 | 1367 | 1370 | 1367 |
| 4 | Машина кормоприготовительная | 16390 | 1365 | 1367 | 1365 | 1367 | 1360 | 1360 | 1367 | 1365 | 1370 | 1367 | 1370 | 1367 |
| Выработка | 65560 | 5460 | 5468 | 5460 | 5468 | 5440 | 5440 | 5468 | 5460 | 5480 | 5468 | 5480 | 5468 | |
Таким образом, производственная мощность проектируемой цеха полностью удовлетворяет объем потенциального неудовлетворенного спроса в Украине.
2.2. Схема производственного потока
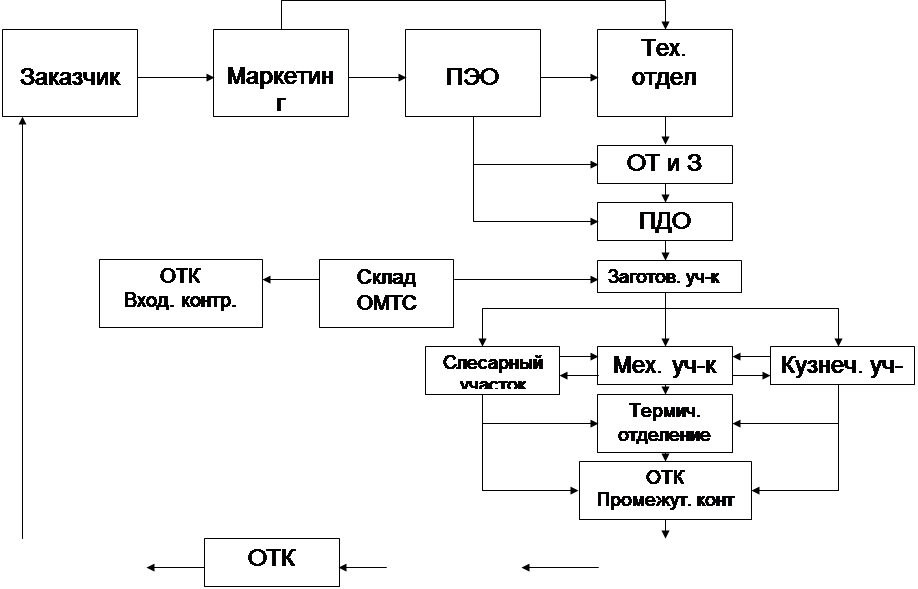
|
|
|
2.3. Цели и стратегии
Таблица 5
|
Компоненты бизнеса |
Цель |
Стратегия |
|
Рынок Деньги |
Увеличение объема продаж Получение прибыли с обеспечением рентабельности не менее 2,3 % |
- за счет освоения новых видов продукции - за счет наращивания объемов производства - за счет увеличения объемов поставок в страны ЕС - за счет роста объемов производства, совершенствования технологий, маркетинговых мероприятий, снижения затрат на производство. |
2.4. Программа уменьшения риска
В период экономических реформ на Украине рыночный риск отсутствует.
На выпускаемую продукцию разрабатывается конкурентоспособная технология.
Специализация завода, имеющееся оборудование, надежная технология, постоянное повышение качества вселяет уверенность, что намеченные цели осуществимы, при этом технический риск уменьшается.
На работу предприятия может оказать влияние внешний риск: это неплатежеспособность заказчиков, чрезмерный рост цен на сырье, материалы, энергоносители и др. услуги.
Политический риск в условиях нестабильности экономики может помешать успеху завода.
Это рост инфляции, неплатежеспособность населения, законодательная система налогооблажения.
2.5. Конкуренты
1. Оценка конкурентов, что они могут.
Конкуренты могут улучшить качество, модернизировать и увеличить выпуск продукции.
2. Сильные стороны конкурентов.
Конкуренты могут снизить стоимость продукции за счет лучшей материально-технической базы.
3. Конкуренты в будущем.
Конкурентами в будущем могут быть любые предприятия машиностроения в случае увеличения спроса на продукцию и установления приемлемой цены.
Для сохранения конкурентоспособности продукции на заводе постоянно решаются вопросы улучшения качества выпускаемой продукции, ее модернизации, запрашивая предложения потребителей.
Наряду с этим планируется проводить рекламную компанию для поддержания уверенности покупателя в высоком качестве, постоянно следить за ценовой политикой, сохраняя при этом доступный, однако высокий уровень цен.
III. Организация труда
3.1. Составление баланса рабочего времени
Для выполнения годовой производственной программы на плановый год в соответствии с нормами выработки устанавливаем штат рабочих в смену: 6 основных рабочих, 1 мастер. Данные представляем в таблицу 7.
Численность расстановочного штата
Таблица 6
| Профессия | Количество работ по сменам | Всего, чел. | |
| 1 смена | 2 смена | ||
| 1. Оператор пульта управления | 1 | 1 | 2 |
| 2. Кузнец | 1 | 1 | 2 |
| 3. Слесарь | 1 | 1 | 2 |
| 4. Механик | 3 | 3 | 6 |
| ИТОГО | 6 | 6 | 12 |
Определяем баланс времени одного среднесписочного рабочего в год и сводим в таблицу .
Баланс времени работы одного среднесписочного рабочего в год
Таблица 7
| Наименование | При 50-часовой рабочей неделе |
| График работы | Прерывный с двумя выходными |
| Календарное время, дни | 365 |
| Выходные | 104 |
| Праздничные | 10 |
| Номинальное время, дни | 251 |
| Продолжительность рабочей смены, час | 10 |
| Номинальное время по норме на 2002 г., час | 2510 |
| Тарифный отпуск, дни | 24 |
| Потери времени в связи с потерей гос. обязанностей | 0,5 |
| Потери времени в связи с болезнью | 6 |
| Прочие невыходы | 0,5 |
| Фактическое время работы, дни | 220 |
| Коэффициент списочности | 1,15 |
Расчитаем численность вспомогательных рабочих.
Всего на участке:
6* 1,15 = 7 чел.
Из них вспомогательных рабочих:
7 - 6 = 1 человек в смену.
Баланс рабочего времени для вспомогательных рабочих такой же, как и для основного.
Численность производственных рабочих определяется исходя из количества рабочих мест и количества смен работы предприятия:
Шсут = Шсм * n
где Шсут - суточный штат;
Шсм - число рабочих мест;
n - количество смен в сутки.
Технологическая линия по производству хлебопродуктов расчитана на 10 рабочих мест.
Предполагается двухсменный режим работы предприятия.
Численность производственных рабочих составит:
Шсут = 8 * 2 = 16 человек.
При определении численности мастеров необходимо учитывать норму управляемости, то есть количество работников, наиболее эффективно управляемых одним руководителем. Данное производство характеризуется достаточно устойчивым, стандартным характером работ, поэтому норма управляемости мастера может составлять 12-15 человек. При работе предприятия в 2 смены требуется 2 мастера; норма управляемости мастера составит 8 человек.
Заключение
Изучив курс "организация производства", мы сумели по ряду заданных параметров произвести расчет основных технико-экономических показателей.
Мощность создаваемого предприятия 16300 изделий в год обосновывается на основе анализа потребностей внутреннего рынка и экономических ограничений.
Материалы закупаются по прямым связям с предприятиями поставщиками .
Производимое оборудование имеет высокое качество и достаточно приемлемую себестоимость, что дает ему определенное преимущество перед конкурентами.
Оборудование для данного предприятия закупается без услуг посреднических фирм, путем заключения прямых договоров с его производителями.
В настоящее время спрос на продукцию остается практически неизменным и уменьшатся не будет. Это свидетельствует о целесообразности и экономической эффективности разрабатываемого проекта, возможности выгодных капиталовложений и получения высокой прибыли.
Сегодня ЗАО "Агромаш" успешно экспортирует свою продукцию в страны Западной Европы и одновременно наращивает объемы на внутреннем рынке.
