
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Реферат: Разработка системы синхронизации положения траверсы гидравлического пресса усилием 75000тс
Реферат: Разработка системы синхронизации положения траверсы гидравлического пресса усилием 75000тс
1 АНАЛИЗ ОБЪЕКТА ПРОЕКТИРОВАНИЯ
В данной курсовой работе разработана система синхронизации положения траверсы гидравлического пресса усилием 75000тс. Необходимость разработки такой системы объясняется тем, что в процессе штамповки из-за эксцентричного нагружения пресса происходит перекос траверсы относительно нижнего штампа с заготовкой. Из-за перекосов траверсы появляется клиновидность получаемых заготовок, т.е. ухудшаются их качественные параметры, требуется дополнительная обработка в механическом цехе, что ведет к повышению затрат на производство продукции. Причины возникновения эксцентриситета нагрузки: несимметричность форм штампуемых изделий, неравномерный нагрев заготовки, неравномерное остывание из-за специфики формы изделия. Т.к. данные причины являются неустранимыми, то поддержание параллельности траверсы относительно стола необходимо осуществлять с помощью системы синхронизации.
Модернизация системы синхронизации позволит получать штампованные заготовки высокой точности, снизится объем работ по дальнейшей обработке деталей, снизится время обработки заготовок, повысится производительность, а следовательно себестоимость получаемых изделий будет ниже. Т.о. экономический эффект от использования системы синхронизации траверсы пресса очевиден.
Имеющаяся система синхронизации на прессе основана на применении синхронизирующих цилиндров, расположенных в нижней части траверсы. Работа основана на принципе гидравлического слежения. При появлении перекоса поперечины пресса, возросшее давление в одном синхронизирующем цилиндре повышает давление в другом до выравнивания траверсы. Но в процессе эксплуатации такой системы выявили ее малую надежность и точность. В современных условиях требования к точности получаемых заготовок возросли, поэтому появилась необходимость в разработке новой системы синхронизации положения траверсы.
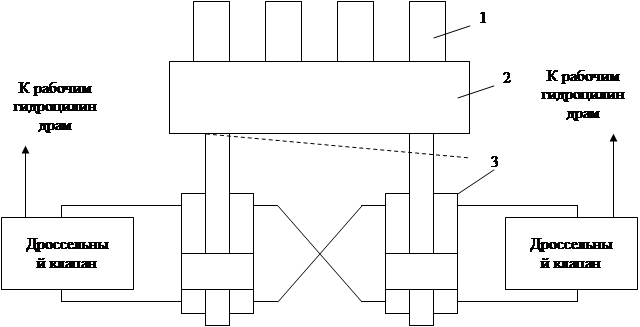
Рисунок 1.1 – Схема системы ограничения перекоса подвижной поперечины пресса 750 МН
Для разработки системы синхронизации положения траверсы приведем необходимые технические характеристики гидравлического пресса.
Пресс имеет двенадцать рабочих цилиндров с диаметром поршня 1520 мм.
Номинальное усилие – 750 МН, достигается за счет давления всех 12 цилиндров и собственного веса траверсы 5000т (50 МН).
За счет различной подачи рабочей жидкости в группы цилиндров возможен набор усилия от 50 до 750 МН.
Пресс имеет привод от двухсекционной насосно-аккумуляторной станции (давления 20 и 32 МПа).
Ход траверсы – 2000 мм.
Диапазон скоростей траверсы при рабочем ходе: 0,2 – 30 мм/с.
Обратный ход поперечины осуществляется специальными возвратными цилиндрами.
Система синхронизации действует по принципу изменения усилия в рабочих цилиндрах при перекосе траверсы посредством регулирования количества поступающей в них жидкости. Данное регулирование можно осуществлять различными способами. Разработка новой системы синхронизации предполагает отказаться от синхронизирующих цилиндров, а использовать в качестве последних четыре крайних рабочих. Эта возможность обусловлена тем, что в крайних рабочих цилиндрах при любой ступени усилия пресса рабочее давление 32 МПа. При этом в момент появления перекоса необходимо уменьшить подачу жидкости в крайнем гидроцилиндре и возобновит ее при исчезновении перекоса.
Достоинства такого поддержания траверсы в бесперекосном горизонтальном положении во время рабочего хода при эксцентричном нагружении пресса в том, что освобождается рабочее пространство в нижней части траверсы, возможно более точное поддержание необходимого давления штамповки.
Регулировать расход в рабочих (синхронизирующих) цилиндрах можно с помощью напорного клапана, который включает в свой состав гидроцилиндр, перемещение поршня которого регулирует расход жидкости через клапан в рабочий гидроцилиндр. Т.о. стоит задача проектирования системы управления перемещением поршня цилиндра напорного клапана в зависимости от величины перекоса поперечины пресса.
Структурная схема системы синхронизации траверсы представлена на рисунке 1.2.
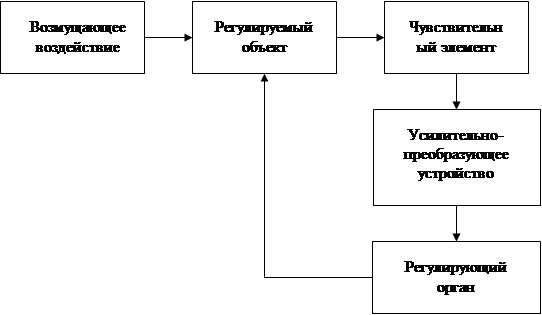
Рисунок 1.2 – Структурная схема синхронизации траверсы пресса
Регулируемым объектом является траверса пресса. В качестве чувствительного элемента используем датчик положения. В качестве усилительно- преобразующего устройства применим дросселирующий распределитель. Регулирующий орган – гидроцилиндр напорного клапана.
Важный элемент алгоритма работы системы синхронизации – определение зависимости величины расхода жидкости в рабочем цилиндре от положения траверсы. Для этого необходимо ввести в схему контроллер, который будет обрабатывать информацию с датчиков положения и выдавать сигналы на установку положения золотников в соответствующих дросселирующих распределителях. В результате управляемые клапаны будут открываться и закрываться на необходимую величину, подавая в синхронизирующие гидроцилиндры определенную подачу рабочей жидкости.
Расход жидкости в каждом синхронизирующем цилиндре управляется отдельно, по два цилиндра на одну насосную установку. Это решение обусловлено конструктивными особенностями гидравлического пресса. Насосные установки располагаются в верхней части пресса, непосредственно вблизи напорных клапанов, регулирующих расход в синхронизирующих цилиндрах. Таким образом предотвращаются потери давления по длине трубопровода и в местных гидравлических сопротивлениях. Два крайних цилиндра слева управляются от одной насосной установки, два крайних цилиндра справа – от другой. При этом повышается надежность эксплуатации системы синхронизации, т.к. при аварийных ситуациях, таких как отказ в работе приводного электродвигателя, имеется возможность с помощью второй насосной установки вернуть гидроцилиндры в исходное положение. Т.о. отказ в работе системы ограничения перекоса не окажет существенного влияния на функционирования всей системы.
Для повышения надежности работы системы синхронизации необходимо предусмотреть возможные аварийные ситуации. В основном это повышение давления при выходе из строя гидроаппаратуры. При этом необходимо сигнализировать о повышении давления в соответствующих точках схемы и при необходимости отключить приводной электродвигатель для предотвращения аварийных ситуаций.
Первоочередной задачей при разработке системы синхронизации положения траверсы пресса является расчет управляемого впускного клапана, т.к. данный гидроаппарат не является типовым и не имеет справочных данных. После расчета впускного клапана необходимо для него спроектировать систему управления, рассчитать и выбрать гидроаппаратуру. Для контроля положения траверсы выбрать датчики положения и спроектировать схему сопряжения этих датчиков с выбранным микроконтроллером. В алгоритме работы необходимо учесть сигналы с датчиков аварийных ситуаций.
Построение динамической модели системы синхронизации позволит получить ее переходной процесс и оценить объект управления на устойчивость и быстродействие.
Функциональная схема системы синхронизации приведена на рисунке 1.3. Схема разработана в пакете AUTOCAD2000.
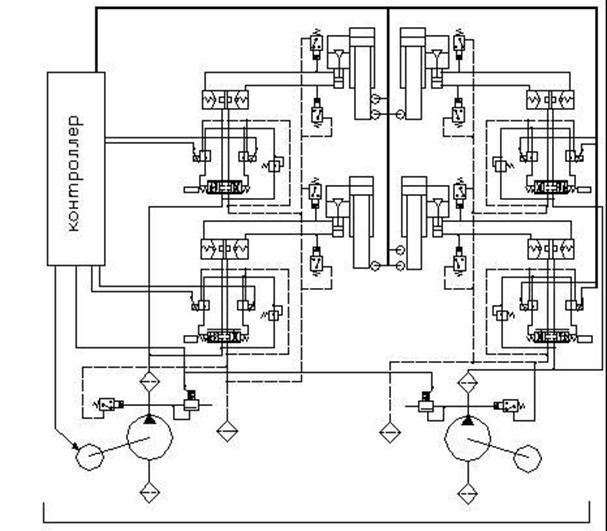 Рисунок 1.3 – Функциональная схема системы синхронизации
положения траверсы пресса
Рисунок 1.3 – Функциональная схема системы синхронизации
положения траверсы пресса
2 ГИДРАВЛИЧЕСКИЙ РАСЧЕТ СИСТЕМЫ СИНХРОНИЗАЦИИ
2.1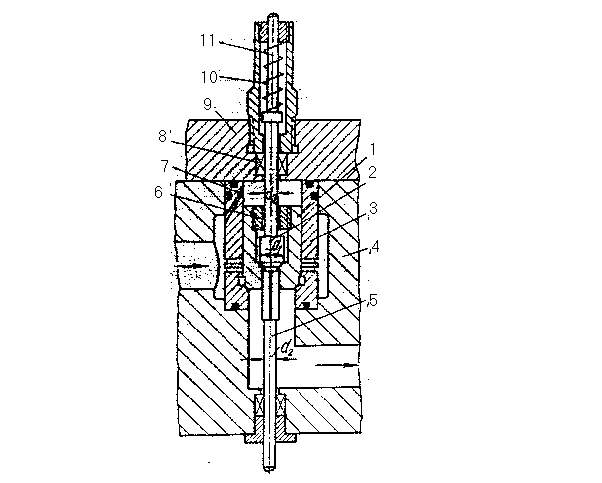 РАСЧЕТ
ВПУСКНОГО УПРАВЛЯЕМОГО КЛАПАНА
РАСЧЕТ
ВПУСКНОГО УПРАВЛЯЕМОГО КЛАПАНА
Принципиальная схема клапана представлена на рисунке 2.1.
Рисунок 2.1 – Впускной управляемый клапан гидравлического пресса
1-5 – клапан; 6 – втулка; 7 – отверстия; 8 – уплотнения; 9 – крышка; 10 – пружина; 11 – указатель.
Проходное сечение клапана:
где Fпл – площадь поршня цилиндра, обслуживаемого данным клапаном;
uпл – скорость поршня;
uк – скорость движения жидкости через клапан.
При давлениях жидкости р=20-32Мпа uк для клапанов выбирают до 20-30 м/c.
![]()
Тогда диаметр условного прохода и диаметр клапана:
Исходя из полученного диаметра основного клапана принимаем диаметр разгрузочного клапана d1=22м, а диаметр штока клапана соответственно d2=12 мм.
Для клапана усилие для подъема штока определяется по формуле:
![]()
где d1 – диаметр разгрузочного клапана;
d2 – диаметр штока клапана;
Т – сила трения в манжетах;
П – усилие пружины.
Пренебрегая силами трения и усилием пружины найдем необходимое усилие:
![]()
Обычная величина подъема разгрузочного клапана 4мм.
2.2 ВЫБОР ИСПОЛНИТЕЛЬНОГО ГИДРОЦИЛИНДРА
Для регулирования потоком жидкости в синхронизирующих цилиндрах гидравлического пресса применен напорный клапан, для его подъема используем гидроцилиндр исходя из следующих условий:
![]()
![]()
![]()
где ![]() и
и ![]() - соответственно паспортное
и заданное значения толкающего номинального усилия на штоке;
- соответственно паспортное
и заданное значения толкающего номинального усилия на штоке;
![]() и
и ![]() - соответственно паспортное
и заданное значения максимального хода штока гидроцилиндра;
- соответственно паспортное
и заданное значения максимального хода штока гидроцилиндра;
![]() и
и ![]() -соответственно
паспортное и заданное максимальные значения скорости движения штока.
-соответственно
паспортное и заданное максимальные значения скорости движения штока.
Выбираем гидроцилиндр с односторонним расположением штока ЦРГ25Х12, имеющий техническую характеристику:
D=25 мм; d=10 мм; ![]() =6 мм;
=6 мм; ![]() =7400 Н;
=7400 Н; ![]() =1,5
=1,5 ![]() ;
; ![]() =0,95; m=1,88 кг при номинальном давлении
=0,95; m=1,88 кг при номинальном давлении ![]()
![]() .
.
![]() =7400 Н>
=7400 Н>![]() =2512Н;
=2512Н;
![]() =1,5
=1,5 ![]() >
>![]() =0,1
=0,1 ![]() ;
;
![]() =6 мм>
=6 мм>![]() =4 мм.
=4 мм.
Для выбранного
типоразмера гидроцилиндра определяем расчётные значения необходимого перепада
давления и объёмного расхода жидкости ![]() на
входе в гидроцилиндр и
на
входе в гидроцилиндр и ![]() - на выходе.
- на выходе.
Эффективные площади поршня:
 ;
;
 .
.
Необходимый перепад давления:
 .
.
Т.к. закрытие и открытие клапана должно проходить в минимальное короткое время, то учитывая минимальное время срабатывания дросселирующего распределителя 0,04с необходимая заданная скорость
uз=4/0,04=0,1м/с.
Расход жидкости:
![]() ;
;
 .
.
где ![]() - необходимый перепад
давления,
- необходимый перепад
давления, ![]() ;
;
![]() - давление в нагнетательной полости
гидроцилиндра,
- давление в нагнетательной полости
гидроцилиндра, ![]() ;
;
![]() - давление в сливной полости
гидроцилиндра,
- давление в сливной полости
гидроцилиндра, ![]() (при выборе гидроцилиндра
предполагается, что
(при выборе гидроцилиндра
предполагается, что ![]() );
);
![]() - диаметр поршня гидроцилиндра, м;
- диаметр поршня гидроцилиндра, м;
![]() - диаметр штока гидроцилиндра, м;
- диаметр штока гидроцилиндра, м;
![]() - механический КПД гидроцилиндра;
- механический КПД гидроцилиндра;
![]() и
и ![]() -
соответственно объёмные расходы жидкости на входе (в нагнетательном
трубопроводе) и на выходе (в сливном трубопроводе) гидроцилиндра,
-
соответственно объёмные расходы жидкости на входе (в нагнетательном
трубопроводе) и на выходе (в сливном трубопроводе) гидроцилиндра,![]() .
.
2.3 ГИДРАВЛИЧЕСКИЙ РАСЧЁТ ТРУБОПРОВОДОВ
Гидравлический расчёт трубопроводов заключается в выборе оптимального внутреннего диаметра трубы и в определении потерь давления по длине трубопровода.
Расчётное значение внутреннего диаметра трубы
где Q- расчётный объёмный расход жидкости в трубопроводе, ![]()
[u]- допускаемая скорость движения жидкости, ![]()
![]() - диаметр трубы, м.
- диаметр трубы, м.
Допускаемая скорость движения жидкости в нагнетательном трубопроводе гидропривода выбирается по нормативным данным, в зависимости от расчётного перепада давления р на исполнительном органе привода ([u]=3м/c).
 .
.
Из справочной литературы
[1] выбираем внутренний диаметр бесшовной холоднодеформируемой трубы так, чтобы
действительный внутренний диаметр трубы ![]() был
равен расчётному значению
был
равен расчётному значению ![]() или
больше него, т.е.
или
больше него, т.е.
![]()
Принимаем бесшовные холоднодеформируемые трубы на нагнетательном и сливном трубопроводе:
труба ![]() имеющая наружный диаметр 16
мм, толщину стенки 2 мм и внутренний диаметр
имеющая наружный диаметр 16
мм, толщину стенки 2 мм и внутренний диаметр ![]() мм.
мм.
Определяем действительную скорость движения жидкости в нагнетательном и сливном трубопроводах:
где Q- объёмный расход жидкости в трубопроводе, ![]()
Потеря давления при движении жидкости по нагнетательному трубопроводу (участок АБ) и сливному трубопроводу (участок ВГ) определяется:

![]()
 ,
,
где ![]() - потеря давления,
- потеря давления, ![]()
![]() -
коэффициент сопротивления;
-
коэффициент сопротивления;
![]() - плотность рабочей жидкости,
- плотность рабочей жидкости,  ;
; ![]() - длина участка трубопровода,
- длина участка трубопровода,
![]()
![]() -
внутренний диаметр выбранной трубы,
-
внутренний диаметр выбранной трубы, ![]()
![]() - действительная скорость
движения жидкости по участку трубопровода,
- действительная скорость
движения жидкости по участку трубопровода, ![]()
Коэффициент сопротивления

 ;
;
 ,
,
где ![]() - число Рейнольдса.
- число Рейнольдса.
Число (критерий) Рейнольдса
![]() ;
;
![]()
где ![]() -
кинематический коэффициент вязкости рабочей жидкости (масло И-20А),
-
кинематический коэффициент вязкости рабочей жидкости (масло И-20А), ![]() .
.
2.4 ВЫБОР ГИДРОАППАРАТУРЫ И ОПРЕДЕЛЕНИЕ ПОТЕРЬ ДАВЛЕНИЯ
Гидравлическая аппаратура выбирается из справочника при соблюдении следующих условий:

где ![]() и
и ![]() - соответственно
номинальное паспортное давление гидроаппарата и расчетный перепад давления на
исполнительном органе привода;
- соответственно
номинальное паспортное давление гидроаппарата и расчетный перепад давления на
исполнительном органе привода;
![]() и
и
![]() - соответственно
номинальный паспортный объемный расход гидроаппарата и расчетный максимальный
расход на входе в исполнительный орган привода.
- соответственно
номинальный паспортный объемный расход гидроаппарата и расчетный максимальный
расход на входе в исполнительный орган привода.
Для выбранного типоразмера гидроаппарата определяется действительная потеря давления при прохождении расчетного расхода через гидроаппарат:
где ![]() - паспортное значение
потери давления при проходе через гидроаппарат номинального паспортного
расхода;
- паспортное значение
потери давления при проходе через гидроаппарат номинального паспортного
расхода;
![]() - действительное значение
расхода, проходящего через гидроаппарат.
- действительное значение
расхода, проходящего через гидроаппарат.
1. Предохранительный клапан ПКПД10-20, имеющий техническую характеристику:
номинальное давление - 20×106 ![]() >5,4×106
>5,4×106![]() ;
;
номинальный расход – 6,7×10-4![]() >0,98×10-4
>0,98×10-4![]() ;
;
потеря давления – 0,25×106![]() ;
;
объемный расход утечек – 2×10-6![]() ;
;
диаметр условного прохода – 0,01м;
масса – 4,5кг.
Потеря давления жидкости при прохождении каналов предохранительного клапана:
 .
.
2. Дросселирующий распределитель с пропориональным электрическим управлением РП6, имеющий техническую характеристику:
номинальное давление –  >
>![]() ;
;
номинальный расход – ![]() >0,49×10-4
>0,49×10-4![]() ;
;
потеря давления – 1,2 ×106![]() ;
;
объемный расход утечек – 2,5×10-6![]() ;
;
минимальное время срабатывания – 0,04с;
диаметр условного прохода – 6×10-3м;
диаметр золотника – 9×10-3м;
максимальное смещение золотника – 1×10-3м;
диаметр сопла – 0,4×10-3м;
максимальное смещение заслонки – 0,4×10-3м;
масса – 0,5кг.
Потеря давления жидкости при прохождении каналов гидрораспределителя:
 .
.
3. Двухсторонний гидравлический замок ГМ3 6/3, имеющий техническую характеристику:
номинальное давление – ![]() >
>![]() ;
;
номинальный расход – ![]() >0,49×10-4
>0,49×10-4![]() ;
;
потеря давления – 0,3×106![]() ;
;
объемный расход утечек – 0,6×10-6;
диаметр условного прохода – 0,006м;
масса – 0,8кг.
Потеря давления жидкости при прохождении каналов гидравлического замка:
 .
.
4. Фильтры, имеющие технические характеристики:
приемный фильтр ФВСМ32:
номинальный расход – 6,7×10-4![]() >0,98×10-4
>0,98×10-4![]() ;
;
потеря давления – 0,007×106![]() ;
;
диаметр условного прохода – 0,032м;
точность фильтрации – 80мкм;
масса – 4кг.
напорный фильтр 1ФГМ32:
номинальное давление - 32×106![]() >9,12×106
>9,12×106![]() ;
;
номинальный расход – 5,3×10-4![]() >0,98×10-4
>0,98×10-4![]() ;
;
потеря давления – 0,08×106![]() ;
;
диаметр условного прохода – 0,022м;
точность фильтрации – 10мкм;
масса – 5кг.
сливной фильтр ФС25:
номинальное давление – 0,63×106![]() ;
;
номинальный расход – 4,2×10-4![]() ;
;
потеря давления – 0,1×106![]() ;
;
диаметр условного прохода – 0,02м;
точность фильтрации – 25мкм;
масса – 1,9кг.
Потеря давления жидкости:
 ;
;
 .
.
5. Реле давления ВГ62-11, имеющие технические характеристики:
контролируемое давление – 1..20МПа;
объемные расход утечек 0,8×10-6![]() ;
;
масса – 2,3кг.
Суммарные потери давления
при прохождении жидкости как в нагнетательном, так и в сливном трубопроводах
состоят из потерь давления по длине трубопровода ![]() и
в гидроаппаратуре
и
в гидроаппаратуре ![]() , установленной в
рассматриваемых трубопроводах.
, установленной в
рассматриваемых трубопроводах.
Так как участки сопротивления соединяются последовательно, то суммарные потери в нагнетательной или сливной линиях гидросистемы определяются алгебраическим суммированием всех потерь давления в элементах трубопровода.
Суммарные потери давления в нагнетательном трубопроводе
![]() (0,002+0,0053+2×0,065+2×0,003+0,003)×106=
(0,002+0,0053+2×0,065+2×0,003+0,003)×106=
=0,143×106![]() .
.
Суммарные потери давления в сливном трубопроводе
![]() (0,0016+2×0,065+2×0,003+0,004)×106=0,142×106
(0,0016+2×0,065+2×0,003+0,004)×106=0,142×106![]() .
.
2.5 ВЫБОР ИСТОЧНИКА ПИТАНИЯ
Выбрать из справочника источник питания гидросистемы с необходимыми параметрами можно только после определения расчетных значений необходимых давления и расхода на выходе из насосной установки.
Т.к. в качестве исполнительного органа используется гидроцилиндр с односторонним расположением штоков, то расчетное давление на выходе из насосной установки определяется :
![]() 0,143×106+2×5,4×106+0,142×106=11,1×106
0,143×106+2×5,4×106+0,142×106=11,1×106![]() .
.
Расчетный расход на выходе из насосной установки:
 ,
,
где ![]() - расчетное значение
расхода на входе в исполнительный орган;
- расчетное значение
расхода на входе в исполнительный орган;
 - суммарный расход
утечек жидкости через капиллярные щели кинематических пар
гидроаппаратов, установленных в нагнетательной линии ( внутренние утечки
аппаратов );
- суммарный расход
утечек жидкости через капиллярные щели кинематических пар
гидроаппаратов, установленных в нагнетательной линии ( внутренние утечки
аппаратов );
![]() - расход, затраченный
на функционирование регуляторов потока.
- расход, затраченный
на функционирование регуляторов потока.
 =2×0,49×10-4+2×10-6+3×0,8×10-6+2×0,6×10-6+2×2,5×10-6=
=2×0,49×10-4+2×10-6+3×0,8×10-6+2×0,6×10-6+2×2,5×10-6=
=1,09×10-4![]() .
.
В качестве источника питания выбираем пластинчатый насос с нерегулируемым рабочим объемом при соблюдении следующих условий:
![]() ;
;
![]() ,
,
где ![]() и
и ![]() - соответственно
паспортные номинальные значения давления и производительности ( подачи )
насоса на выходе.
- соответственно
паспортные номинальные значения давления и производительности ( подачи )
насоса на выходе.
Выбираем пластинчатый насос с нерегулируемым рабочим
БГ 12-21М, имеющий техническую характеристику:
-
номинальное давление – ![]() ;
;
-
номинальная производительность –![]() ;
;
-
рабочий объем -  ;
;
- частота вращения ротора – 25 об/с;
- объемный КПД – 0,75;
- механический КПД – 0,8;
- общий КПД – 0,6;
- масса – 9,5 кг.
2.6 РАСЧЁТ НАГНЕТАТЕЛЬНОГО ТРУБОПРОВОДА НА ПРОЧНОСТЬ
Прочностной расчет
трубопровода заключается в определении толщины стенки трубы из условий
прочности. Труба рассматривается как тонкостенная оболочка, подверженная
равномерно распределенному давлению ![]() .
С достаточной для инженерной практики точностью минимально допустимая
толщина стенки определяется:
.
С достаточной для инженерной практики точностью минимально допустимая
толщина стенки определяется:
 ,
,
где ![]() - толщина стенки трубы,
м;
- толщина стенки трубы,
м;
![]() - расчетное давление на
выходе из насосной установки,
- расчетное давление на
выходе из насосной установки,![]() ;
;
![]() - внутренний паспортный
диаметр трубы, м;
- внутренний паспортный
диаметр трубы, м;
![]() - допускаемое напряжение,
- допускаемое напряжение,![]() .
.
Для труб, выполненных
из стали 20, ![]()
![]() .
.
Из справочников толщина
стенки трубы выбирается так, чтобы действительная толщина стенки трубы
![]() несколько превышала
расчетное значение
несколько превышала
расчетное значение ![]() , т.е.
, т.е.![]() .
.
Выбираем трубу с параметрами:
![]() мм,
мм,
![]() мм > 0,95 мм.
мм > 0,95 мм.
2.7 ВЫБОР ПРИВОДНОГО ЭЛЕКТРОДВИГАТЕЛЯ
В качестве приводного электродвигателя обычно используется трехфазный асинхронный электродвигатель с короткозамкнутым ротором общепромышленного применения. Электродвигатель выбираем при соблюдении следующих условий:
![]() ;
;
![]() ,
,
где ![]() и
и ![]() - соответственно
номинальные паспортное и расчетное значения активной мощности на валу
ротора насоса;
- соответственно
номинальные паспортное и расчетное значения активной мощности на валу
ротора насоса;
![]() и
и
![]() - соответственно
номинальные паспортные значения частоты вращения роторов
электродвигателя и насоса.
- соответственно
номинальные паспортные значения частоты вращения роторов
электродвигателя и насоса.
Расчетная номинальная мощность на валу ротора насоса при дроссельном регулировании скорости
 ,
,
где ![]() - расчетная мощность на
валу ротора насоса, кВт;
- расчетная мощность на
валу ротора насоса, кВт;
![]() - расчетное значение
номинального давления на выходном штуцере насоса ( точка А ), МПа;
- расчетное значение
номинального давления на выходном штуцере насоса ( точка А ), МПа;
![]() - значение номинальной
производительности ( подачи ) на выходном штуцере насоса ( точка А ), м3/с;
- значение номинальной
производительности ( подачи ) на выходном штуцере насоса ( точка А ), м3/с;
![]() - общий КПД выбранного
типоразмера насоса.
- общий КПД выбранного
типоразмера насоса.
 кВт.
кВт.
Выбираем трехфазный асинхронный электродвигатель с короткозамкнутым ротором 4А132М4У3, имеющий следующую техническую характеристику:
номинальная мощность - 4 кВт>2 кВт;
синхронная частота вращения - 25 об/с=![]() =25
об/с;
=25
об/с;
масса – 100 кг.
3 РАЗРАБОТКА МИКРОКОНТРОЛЛЕРНОЙ СИСТЕМЫ УПРАВЛЕНИЯ
3.1 ВЫБОР МИКРОКОНТРОЛЛЕРА
Для обработки информации с датчиков положения, выполнения алгоритма работы и подачи управляющих сигналов на исполнительную гидравлическую аппаратуру применяем 28-выводный микроконтроллер PIC14000, тактовая частота которого без применения кварцевого резонатора 4МГц, объем ОЗУ 192 байта, 22 линии ввода-вывода, объем ПЗУ 4Кх14.
Данный микроконтроллер – дешевое микроэлектронное устройство, имеет достаточные технические характеристики для обслуживания разрабатываемой системы синхронизации.
Основные функции микроконтроллера в разрабатываемой системе – это опрос четырех датчиков положения, десяти датчиков давления, шести элементов фильтрации рабочей жидкости, проведение расчетов по алгоритму работы и выдача сигналов управления на предохранительные клапаны, дросселирующие распределители и приводные электродвигатели.
Функциональная схема микроконтроллерной системы управления представлена на рисунке 3.1.
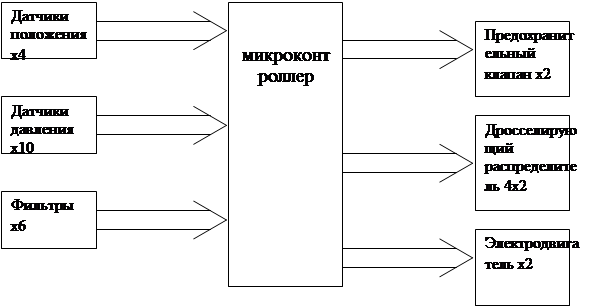
Рисунок 3.1 – Функциональная схема микроконтроллерной системы управления
3.2 ВЫБОР ДАТЧИКА ПОЛОЖЕНИЯ И РАСЧЕТ СХЕМЫ СОПРЯЖЕНИЯ С МИКРОКОНТРОЛЛЕРОМ
Для обеспечения измерения рабочего диапазона перемещения траверсы используем закрытую систему измерения линейных перемещений на базе фотоэлектрической линейки LS-623 со следующими техническими характеристиками:
- рабочий диапазон измерений – 2540мм;
- межштриховой шаг – 20мкм;
-
системная точность ![]() 10мкм;
10мкм;
- разрез линейки (высота х толщина) 75х37мм.
Система имеет прямоугольные импульсы (ТТL-выход).
Выбранная система измерения линейных перемещений удовлетворяет всем требованиям по монтажу, габаритным размерам и диапазону измерения.
Схема сопряжения датчика положения с микроконтроллером представляет собой набор счетчиков, которые считают импульсы от датчика и через регистр-защелку передают данные в порт микроконтроллера.
Расчет необходимых параметров схемы сопряжения выполняем для
рабочего хода траверсы при максимальной скорости движения ![]() =30 мм/с и минимальной
скорости движения
=30 мм/с и минимальной
скорости движения ![]() =0,2 мм/с. Опрос
датчиков положения необходимо организовать через каждые 2 секунды – время
переходного процесса системы синхронизации по положению (определено при
моделировании системы).
=0,2 мм/с. Опрос
датчиков положения необходимо организовать через каждые 2 секунды – время
переходного процесса системы синхронизации по положению (определено при
моделировании системы).
С учетом того, что шаг линейки 0,02 мм (50 импульсов за 1с),
при ![]() =30мм/c:
за 2с количество импульсов от датчиков=2×30×50=3000имп.;
=30мм/c:
за 2с количество импульсов от датчиков=2×30×50=3000имп.;
при ![]() =0,2мм/c:
за 2с количество импульсов от датчиков=2×0,2×50=20имп.
=0,2мм/c:
за 2с количество импульсов от датчиков=2×0,2×50=20имп.
Т.о. опрос датчика положения контроллер будет вести через каждые 20 импульсов.
Для подсчета импульсов от датчика положения выбираем четырех разрядный счетчик К555ИЕ7.
Необходимое количество микросхем счетчиков для подсчета 20 импульсов – 2 шт., т.к. 20 в двоичном коде =25 (два 4-х разрядных счетчика).
Для фиксирования информации на выходе счетчика импульсов используем RS-триггер.
Логический элемент “И” К555ЛИ5, сигнал на выходе которого служит для установки информации на триггере и обнуления старшего счетчика импульсов.
В системе всего 4 датчика положения, информация с которых поступает на один порт А микроконтроллера.
После считанной информации с триггеров микроконтроллер через порт С сбрасывает те триггеры в 0, с которых прочитана информация. При этом в соответствующих регистрах накопителях ведется подсчет суммарного положения траверсы относительно нижнего штампа.
Принципиальная схема сопряжения датчика положения с микроконтроллером представлена на рисунке 3.2.
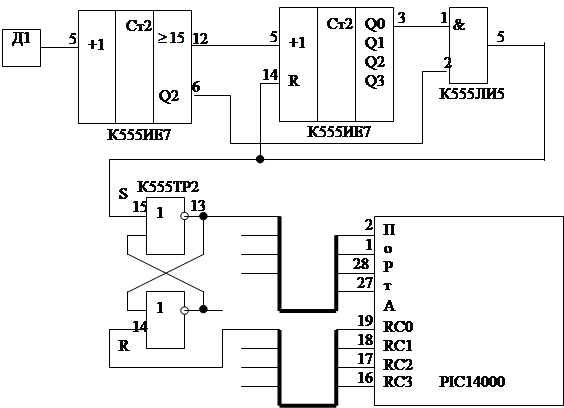
Рисунок 3.2 – Принципиальная схема сопряжения датчика положения с микроконтроллером
3.3 ПРОЕКТИРОВАНИЕ СХЕМЫ СОПРЯЖЕНИЯ МИКРОКОНТРОЛЛЕРА С ДАТЧИКАМИ АВАРИЙНЫХ СИТУАЦИЙ
Сигналы с датчиков давления и фильтрующих элементов необходимо подавать на порт ввода микроконтроллера через оптроны АОТ123А для преобразования уровней сигнала в TTL. Т.к. общее число обрабатываемых сигналов равно 16, а порт ввода микроконтроллера 8-разрадный, то необходимо применить шифратор К155ПР6. Принципиальная схема сопряжения микроконтроллера с датчиками аварийных ситуаций приведена на рисунке 3.3.
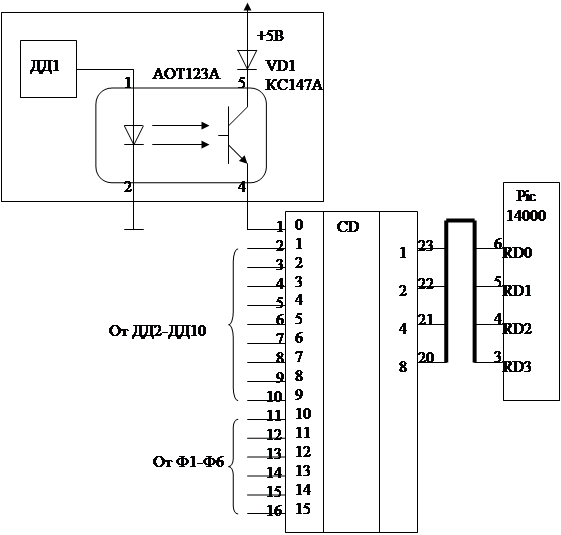
Рисунок 3.3 – Принципиальная схема сопряжения микроконтроллера с датчиками аварийных ситуаций
3.4 ПРОЕКТИРОВАНИЕ СХЕМЫ СОПРЯЖЕНИЯ МИКРОКОНТРОЛЛЕРА С УПРАВЛЯЕМОЙ АППАРАТУРОЙ
Управляющие сигналы с порта вывода микроконтроллера подаются на предохранительные клапаны и дросселирующие распределители, номинальное напряжение которых 24В. для сопряжения сигналов применяем транзисторные оптроны АОТ123Б. Сигналы управления электродвигателями через оптроны подают питающее напряжение на электромагнитное реле постоянного тока РЭС-6, замыкающие контакты которого подают напряжение на электродвигатель.
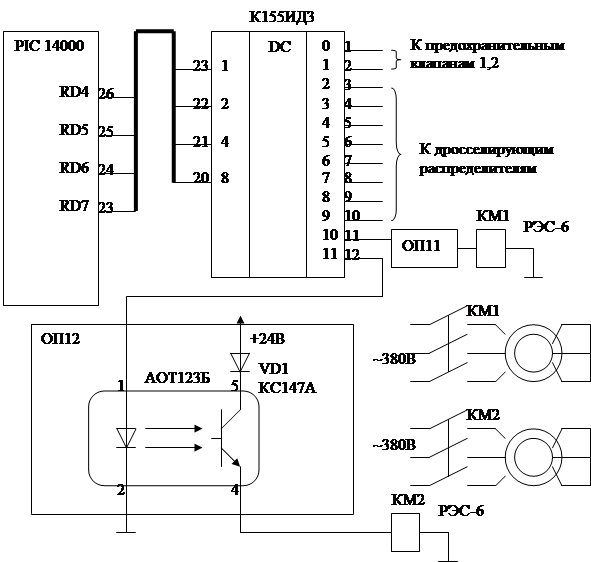 Принципиальная схема
сопряжения микроконтроллера с управляемой аппаратурой приведена на рисунке 3.4.
Принципиальная схема
сопряжения микроконтроллера с управляемой аппаратурой приведена на рисунке 3.4.
Рисунок 3.4 – Принципиальная схема сопряжения микроконтроллера с управляемой аппаратурой
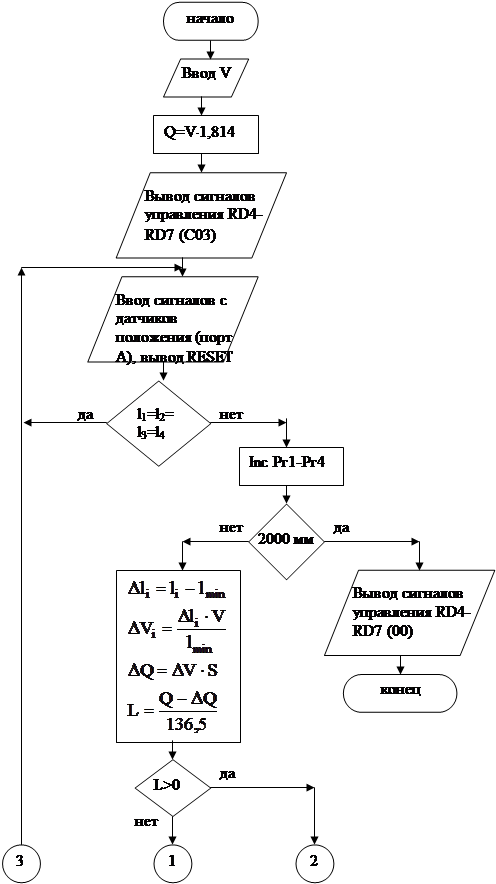
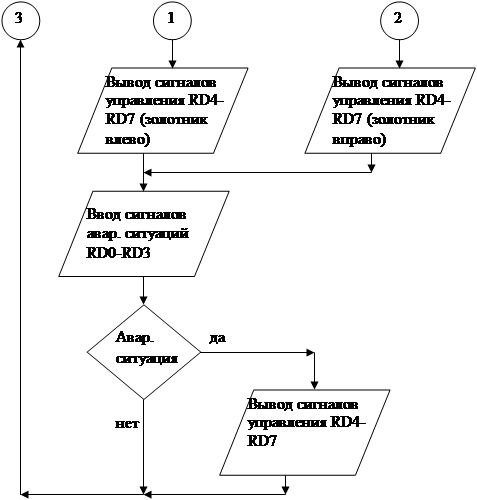
3.5 РАЗРАБОТКА БЛОК СХЕМЫ АЛГОРИТМА
Алгоритм работы программы основан на измеряемом значении положения траверсы с помощью четырех систем измерения линейных перемещений. При появлении перекоса траверсы показания датчиков положения будут различны. Минимальное значение всех датчиков принимается за необходимое, определяется отклонение показаний остальных датчиков. По этим отклонением рассчитывается изменение скорости от номинального значения и соответственно необходимое уменьшение расхода жидкости в синхронизирующих гидроцилиндрах. По линейной зависимости расхода жидкости через управляемый клапан от величины подъема разгрузочного клапана (величины хода поршня управляющего гидроцилиндра), представленной на рисунке 3.5, определяется необходимое положение поршня управляющего гидроцилиндра.
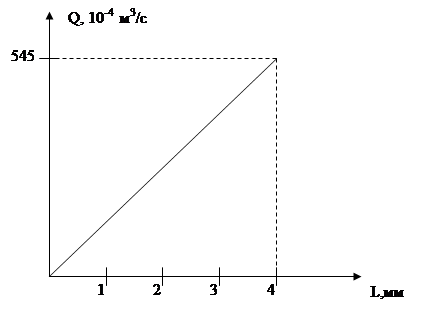
Рисунок 3.5 – График зависимости расхода жидкости через клапан от хода поршня управляющего гидроцилиндра
![]() .
.
Вычислив необходимое положение поршня цилиндра микроконтроллер выдает управляющие сигналы на исполнительную гидроаппаратуру.
4 РАЗРАБОТКА ДИНАМИЧЕСКОЙ МОДЕЛИ ОБЪЕКТА
После проведения расчетов и выбора гидравлической аппаратуры возможна разработка динамической модели системы, с помощью которой имеется возможность исследовать поведение системы в динамике.
Для составления модели необходимо рассчитать передаточные функции дросселирующего распределителя, рабочего органа (гидроцилиндра), при необходимости корректирующих устройств. Ожидаемый переходной процесс до установления значения перемещения поршня гидроцилиндра в напорном клапане – апериодический без перерегулирования, с малым временем переходного процеса.
Гидроприводы , оснащенные гидроаппаратурой с пропорциональным электрическим управлением , имеют стандартные узлы : электронный усилитель – сумматор БУ2110 и пропорциональный магнит ПЭМ6. Передаточные функции указанных гидроаппаратов:

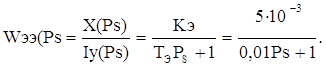
Передаточная функция дросселирующего распределителя с пропорциональным электрическим управлением
Дросселирующий распределитель с пропорциональным электрическим управлением состоит из следующих элементов: пропорционального электромагнита ПЭМ6, гидравлического моста и цилиндрического золотника, выполняющего функции двух дросселей, установленных на входе и выходе из исполнительного органа привода.
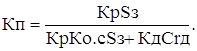
Передаточная функция гидравлического моста с обратной связью

где Кп – коэффициент передачи,
Расход через сопло при среднем положении заслонки

где m - коэффициент расхода, m=0,7;
dс – диаметр сопла;
х0 – максимальное смещение заслонки;
Рк – командное давление, подводимое к элементу “сопло-заслонка” ,
 .
.
Коэффициенты усиления:
по расходу –
![]()
по давлению –

Коэффициент обратной связи
Эффективная площадь основного золотника

где dз – диаметр золотника.
Динамическая жесткость потока жидкости в щели золотника
![]()
где РА – расчетное давление на выходе из насоса.
Постоянная времени гидравлического моста
 ,
,
где m3 – масса золотника.
Относительный коэффициент демпфирования колебаний
 где f
– приведенный коэффициент вязкого трения,
где f
– приведенный коэффициент вязкого трения,
![]() .
.

Передаточная функция золотника
Значение Кз определяется:
где Q – подводимый к дросселирующему распределителю расход.
Следовательно, передаточная функция распределителя с пропорциональным электрическим управлением (электрогидроусилителя)
Передаточная функция гидроцилиндра.

где Кгц – коэффициент передачи,
Постоянная времени гидроцилиндра

где m – масса подвижных частей.
Сгц – коэффициент динамической жесткости гилроцилиндра,

где Епр – приведенный модуль упругости стенок гидроцилиндра и жидкости,
Lгц – длина хода поршня гидроцилиндра.
Относительный коэффициент демпфирования колебаний

где f – приведенный коэффициент вязкого трения,
 .
.
Передаточная функция гидроцилиндра может быть представлена:

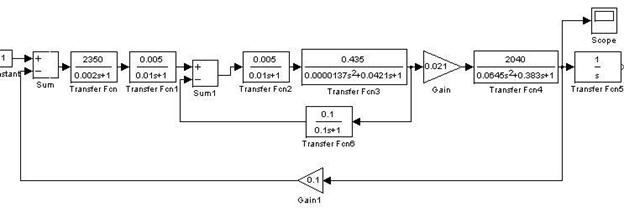

Рисунок 4.1 – Динамическая модель системы синхронизации траверсы гидравлического пресса.
Динамическая модель построена в пакете MATHLAB5.1, полученный переходной процесс работы системы при подаче управляющего воздействия представлен на рисунке 4.2.
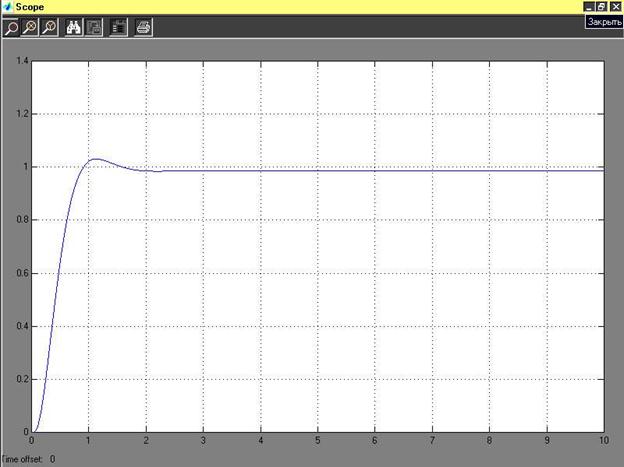
Рисунок 4.2 – Переходной процесс работы системы
Т.о. система синхронизации как объект управления является устойчивой системой, время переходного процесса менее 1с.
