
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Реферат: Детонометр разработка конструкции
Реферат: Детонометр разработка конструкции
 1.
ЗАГАЛЬНИЙ
РОЗДІЛ
1.
ЗАГАЛЬНИЙ
РОЗДІЛ
1.1. Призначення приладу, що проектується
Не секрет, що багато аматорів магнітного запису судять про якість звучання магнітофона, покладаючись на свій слух. Слів немає, суб'єктивна оцінка звучання дуже важлива й обов'язково повинна враховуватися, проте навряд чи її можна вважати цілком достовірною: вона багато в чому залежить від характеру і якості фонограми, апаратури, використовуваної разом із магнітофоном (попереднього підсилювача ЗЧ, темброблока, підсилювача потужності ЗЧ, акустичної системи), музичної культури і досвіду слухача і навіть від його настрою. Всі ці фактори не грають ролі при об'єктивній оцінці параметрів магнітофона за допомогою спеціальних вимірювальних приладів, що при бажанні може виготовити будь-який радіоаматор середньої кваліфікації.
З параметрів, обумовлених якістю роботи стрічкопротяжного механізму (СПМ) магнітофона, ГОСТ 24863 - 87 («Магнітофони побутові. Загальні технічні умови») нормує два: відхилення швидкості магнітної стрічки від номінального значення і коефіцієнт детонації. Відхилення швидкості стрічки виявляється як зміна тональності звучання. Помітність такого перекручування фонограми характеризується помилкою розрізнення висоти тону, що лежить у межах 0,5...1,5%. При перевищенні цього порога порушується сумісність записів: фонограми, зроблені на одному магнітофоні, не можна прослухувати або записувати з тою ж якістю на іншому. Щоб цього не трапилося, максимальне відхилення швидкості стрічки відповідно до зазначеного Держстандарту не повинна перевищувати
±1 % для котушкових магнітофонів самої вищої (нульової) групи складності, ± 1,5% для котушкових апаратів першої і касетних нульової і першої груп, ± 2% для магнітофонів всіх інших груп. Оскільки в процесі експлуатації швидкість стрічки може змінитися, її необхідно періодично перевіряти і підтримувати в заданих межах.
Відомі різноманітні засоби зміни швидкості магнітної стрічки. Проте одні з них (стробоскопічний, мірного відрізка стрічки, вимірювального ролика) негожі для касетних магнітофонів, інші (наприклад, метод візуалізації фонограми) дуже трудоємки, треті (метод зсуву фаз) застосовні тільки до апаратів із наскрізним каналом запису-відтворення. Найбільш універсальний, достатньо точний і нетрудомісткий метод частотної модуляції, заснований на тому, що частота відтвореного сигналу прямо пропорційна швидкості руху стрічки. При наявності вимірювальної фонограми з записом сигналу частотою 3150 Гц швидкість стрічки можна виміряти порівнянням частот відтвореного сигналу і зразкового генератора, настроєного можливо більш точно на частоту 3150 Гц. У якості вимірювальної припустимо використовувати і фонограму сигналу цієї частоти, записану на магнітофоні з явно близькою до номінальної швидкістю стрічки.
 За
допомогою
детонометра,
що тут
описується,
вимірюється
рівень паразитної
частотної
модуляції
з урахуванням
особливостей
суб'єктивного
сприйняття
продуктів
модуляції.
Прилад
порівняно
простий і нескладний
у налагодженні,
при цьому він
має достатньо
високі технічні
характеристики,
що наведені
в таблиці 1.1.
За
допомогою
детонометра,
що тут
описується,
вимірюється
рівень паразитної
частотної
модуляції
з урахуванням
особливостей
суб'єктивного
сприйняття
продуктів
модуляції.
Прилад
порівняно
простий і нескладний
у налагодженні,
при цьому він
має достатньо
високі технічні
характеристики,
що наведені
в таблиці 1.1.
Таблиця 1.1
Основні технічні характеристики приладу
Найменування |
Значення |
1. Діапазон вхідних напруг, В |
0,05...30…30 |
|
2. Вхідний опір, кОм |
80 |
| 3. Частота вимірювального сигналу, Гц | 3150 |
|
4. Границі виміру коефіцієнтів коливань швидкості і детонації, % |
0,02...3…3 (верхні межі 0,1; 0,3; 1,0; 3,0) |
|
5. Межі виміру дрейфу швидкості, % |
0,5...6…6,0 |
|
6 Приведена похибка вимірів, не більш, % |
6 |
|
7. Вихідна напруга генератора вимірювального сигналу, В |
1,0 |
|
8. Відносна нестабільність частоти генератора вимірювального сигналу за 30 хв, не більш, % |
0,02 |
1.2. Опис схеми електричної структурної
(Р-4260.024.001Е1)
У приладі використаний метод виміру, заснований на визначенні паразитної частотної модуляції гармонійного сигналу в процесі його відтворення на випробуваному магнітофоні.
Сигнал із виходу магнітофона надходить на смуговий фільтр Z1, що подавляє низькочастотні наводки і високочастотної завади, обмежувачем U1. Сигнал із його виходу має форму меандру, амплітуда і крутизна фронтів котрого практично не залежить від рівня вхідної напруги. Цим сигналом запускається одновібратор D1, що формує прямокутні імпульси з постійною амплітудою і тривалістю.
Паразитна
частотна модуляція
призводить
до тимчасових
коливань періоду
вхідного сигналу.
Тому шпаруватість
імпульсної
послідовності
одновибратора
виявляється
залежною
від глибини
частотної
модуляції. У свою чергу
зміна
скважності
імпульсів із
стабільною
формою викликає
зміну
постійної
складової
пропорційно
глибині частотної
модуляції.
свою чергу
зміна
скважності
імпульсів із
стабільною
формою викликає
зміну
постійної
складової
пропорційно
глибині частотної
модуляції.
Для одержання сигналу, що характеризує коливання швидкості стрічки, використовується низькочастотний фільтр Z2, що має смугу частот 0,2…200Гц, а для виділення складового дрейфу є фільтр нижніх частот Z3 із частотою зрізу біля 0,2 Гц. Після підсилення в А1 сигнал виміру коливань швидкості випрямляється квазипіковім детектором U2, на вхід якого включений стрілочний індикатор Р1.
У каналі виміру дрейфу вихідний сигнал фільтра Z3 порівнюється за допомогою диференціального підсилювача А2 з опорною напругою Uоп. Індикатор Р2 вказує ступінь разбалансу зазначених напруг. Тим самим відбувається вимір повільних відхилень швидкості стрічки від номінального значення.
1.3. Опис схеми електриченої принципової
(Р-4260.024.001Е3)
Вимірювальний сигнал подається з роз'єму XS1 "Вхід" на емітерний повторювач (транзистор VT1). У базовий ланцюг транзистора включений смуговий фільтр (R3, R4, C1, C3) і діодно-резисторний обмежувач напруги (VD1, VD2, R3), що захищає вхідний і наступні підсилювальні каскади від перевантажень. Сигнал із виходу емітерного повторювача поступає на другий смуговий фільтр (R9, R11, C5, C6).
Максимум сукупної амплітудно-частотної характеристики фільтрів близький до частоти вимірювального сигналу. Погашення низькочастотних наводок і високочастотних перешкод за межами смуги прозорості фільтрів підвищує перешкодозахищеність детонометра.
Відфільтрований сигнал подається на двосторонній підсилювач- обмежувач, виконаний на ОП DA2. У ланцюг негативного зворотнього зв'язку ОП DA2 включений діодний міст VD3, VD4, VD6, VD7 із низьковольтним стабілітроном VD5, робоча точка якого зміщена в область лавинного пробою струмом, що задається резисторами R16, R17. За рахунок цього при вихідних напругах, що не перевищують напруги пробою, коефіцієнт підсилення і швидкість наростання ОП DA2 близькі до максимкльних. Якщо вихідна напруга стає порівняною або більшою напруги пробою, замикається ланцюг негативного зворотнього зв'язку, що обмежує коефіцієнт передачі операційного підсилювача.
Позитивні імпульси отриманої імпульсної послідовності виділяються на резисторі R18. Фронтом цих імпульсів запускаєтся одновібратор DD1, що формує позитивні імпульси з постійною тривалістю. Значення опору резистору R19 і хронуючої ємності C8 вибрані таким чином, що скважність імпульсної послідовності одновібратору дорівнює двом.
Ці імпульси надходять на ключовий каскад (транзистор VT3), напруга живлення на який подається від параметричного стабілізатора R26, VD10. Основне призначення указаного каскаду - підсилення і формування імпульсів із стабільною амплітудою.
Фільтр нижніх частот третього порядку (Чебишева), що виділяє сигнал, амплітуда якого пропорційна паразитній частотній модуляції вхідного сигналу, зібраний на ОП DA3. Частота зрізу фільтра біля 200 Гц, коефіцієнт передачі дорівнює 0,5, а погашення на частоті вимірювального сигналу (3150 Гц) - не менше 80 дБ.
Отриманий сигнал надходить одночасно в канали виміру детонації і дрейфу. На вході каналу виміру дрейфу включений пасивний фільтр нижніх частот R28, C16 із частотою зрізу біля 0,2 Гц. Сигнал на виході фільтра містить повільно мінливу складову, пропорційну середній швидкості магнітної стрічки. Зазначений сигнал подається на неінвертуючий вхід ОП DA5, інвертуючий вхід якого підключений до регульованого джерела напруги (R30, R35, R37, R44, VD11).
Якщо швидкість стрічки дорівнює номінальній, а напруга на інвертуючому вході ОП DA5 установлена рівною середньому значенню вихідної напруги фільтра, відхилення вихідної напруги ОП DA5 від потенціалу нуля в ту або іншу сторону свідчить про відповідний дрейф швидкості стрічки.
Чутливість
приладу
по каналу
дрейфу визначається
коефіцієнтом
підсилення
ОУ
DA5 і може коректуватися
за допомогою
резистора
R45. Сигнал із виходу
DA5 подається
через резистор
R48 і опір каналу
транзистора
VТ4 на вимірювальну
головку
РА1,
а також на вхід
двухпорогового
компаратора
на ОП
DA6. 
Рівні порогів спрацьовування компаратора задаються діодами VD16, VD17, прямо зміщеними за допомогою резисторів R52, R53. Якщо відхилення швидкості стрічки не перевищує меж виміру дрейфу (5%), то діоди VD16, VD17 залишаються відкритими, а вихідний потенціал ОУ DA6 – негативним. Витікаючим базовим струмом відчиняється транзистор VТ8. Виникаюче при цьому світіння діода VD24 указує на нормальний режим виміру. Від'ємним потенціалом відчиняються також польові транзистори VТ4, VТ6, замикаючи ланцюг вимірювальних головок РА1, РА2.
 Відхилення
швидкості
стрічки, що
виходть
за задані межі,
призводить
до перерозподілу
струмів
у вхідних ланцюгах
компаратора,
що викликає
запирання
діода VD16 або VD17.
У будь-якому
із цих випадків
на виході ОП
DA7 з'являється
високий потенціал,
що замикає ключ
на VТ8 у ланцюгу
светлодіода
і транзистори
VТ4, VТ9, що комутирують
вимірювальної
головки.
Тим самим
забезпечується
захист вимірювальних
головок
від можливих
перевантажень.
Відхилення
швидкості
стрічки, що
виходть
за задані межі,
призводить
до перерозподілу
струмів
у вхідних ланцюгах
компаратора,
що викликає
запирання
діода VD16 або VD17.
У будь-якому
із цих випадків
на виході ОП
DA7 з'являється
високий потенціал,
що замикає ключ
на VТ8 у ланцюгу
светлодіода
і транзистори
VТ4, VТ9, що комутирують
вимірювальної
головки.
Тим самим
забезпечується
захист вимірювальних
головок
від можливих
перевантажень.
На вході каналу виміру детонації включений смуговий пасивний фільтр (R29, C13, R31, C15, R33, C14), амплітудно-частотна характеристика якого близька до характеристики суб'єктивного сприйняття детонації.
На ОП DA4 у неінвертованному включенні виконаний масштабний підсилювач.Коефіцієнт передачі цього підсилювача, встановлюваний перемикачем SA2, визначають межі виміру детонації.
З виходу ОП DA4 сигнал, що характеризує коливання швидкості стрічки, подається на роз'ем XS3 "Вихід", до якого можуть підключатися вимірювальні прилади для візуального контролю й аналізу спектра коливань швидкості. Цей же сигнал надходить на двохполуперіодний квазіпіковий вольтметр, виконаний на основі ОП DA7.
Випрямлені напруги виділяються на резисторах R54, R55 і поступають на входи диференціального підсилювача з коефіцієнтом передачі, близьким до одиниці. Вихідний струм операційного підсилювача протікає по ланцюгу: резистор R68, канал польового транзистора VT9, вимірювальна головка РА2.
Генератор синусоїдальної напруги з частотою 3150 Гц виконаний на ОП DA1, у ланцюг позитивного зворотного зв'язку якого включений смуговий RС-фільтр (R2, R1, R8, С2, С4). Стабілізація вихідної напруги здійснюється за допомогою керованого атенюатора, утвореного резисторами R7, R13 і опором каналу польового транзистора VT2. Точна установка частоти генерації здійснюється подстроечним резистором R1. При нормально розімкнутих контактах перемикача SA1 в ОП DA1 вводиться 100%-ний від'ємний зв'язок, що зриває коливання генератора. При включенні перемикача SA1 виникають автоколивання, що поступають на раз'ем XS2 "Генератор" і вхід детонометра. Указаний сигнал може бути використаний для калібрування каналу дрейфу приладу, а також запису вимірювальної осцилограми.
1.4. Обгрунтування вибору елементної бази
П ідбір
елементної
бази необхідно
здійснювати
враховуючи
те, що блок повинен
виконувати
функції та
зберігати
експлуатаційні
та технічні
параметри та
характеристики
в межах норми
ТУ під час та
після впливу
механічних
навантажень,
а також під час
та
після впливу
кліматичних
факторів.
ідбір
елементної
бази необхідно
здійснювати
враховуючи
те, що блок повинен
виконувати
функції та
зберігати
експлуатаційні
та технічні
параметри та
характеристики
в межах норми
ТУ під час та
після впливу
механічних
навантажень,
а також під час
та
після впливу
кліматичних
факторів.
Вибір опорів здійснюється з урахуванням того, що по колах тече постійний та імпульсний струми. Для таких кіл призначені ме-талоплівкові резистори (МЛТ). Ці резистори мають кращі електричні параметри, ніж вуглецеві та композиційні при порівнянно невеликій вартості. Резистори МЛТ - неізольовані. Примітка: проміжні значення номінальних опорів відповідають рядам Е24, Е96 із допусками 1%, 2,0%, 5%, 10%. Параметри резисторів МЛТ наведені в таблиці 1.2.
Таблиця 1.2
Параметри резисторів МЛТ
|
Діапазон номінальних опорів, Ом |
ТКС, 10-6, 1/0С в проміжку температур |
Позначення групи ТКС |
|
|
Від – 60 до + 200С |
Від + 20 до + 1250С |
||
|
1 - 100 |
5000 |
5000 |
Д |
|
До 1103 |
1000 |
500 |
Д |
|
10103 – 0,1106 |
600 |
100 |
В |
|
10103 – 0,1106 |
200 |
250 |
Г |
|
10103 – 0,1106 |
250 |
50 |
Б |
|
Більше 1106 |
1200 |
1000 |
Ж |
Граничні експлуатаційні дані:
Рівень власних шумів – 1,5мкВ/В;
Температура навколишнього середовища:
при номінальному електричному навантаженні від – 60 до + 700С;
при зниженні електричного навантаження до 0,3 Рн від – 60 до +1250С;
Відносна вологість повітря при температурі + 3500С до 98%;
Знижений атмосферний тиск до 133 Па (1 мм. рт. ст.);
Гранично робоча напруга постійного струму:
0,125 Вт – 200В;
0,25 Вт – 250В;
0,5 Вт – 350В;
1 Вт – 500В;
2 Вт – 750В.
Мінімальний наробіток годин – 25000;
Термін зберігання – 25 років.
Відповідно з ГОСТ 10318-84 вибираємо резистори типу МЛТ потужністю 0,25 Вт та опором, необхідним відповідно за схемою електричною принциповою.
Як потенціометри приймаємо резистори, котрі мають покращені частотні якості. Такими резисторами відповідно з ГОСТ 10318-84 є проволочні змінні слабострумні резистори СПЗ-22. Їхні параметри наведені в таблиці 1.3.
Таблиця 1.3
Параметри резисторів СП3-22
|
Найменування параметра |
Значення параметра |
|
1. Номінальна потужність розсіювання, Вт |
0,25 |
|
2. Номінальний опір, кОм |
4,7 – 100 |
|
3. Допустиме відхилення опору, % |
± 5, 10 |
|
4. Максимальна робоча напруга, В |
250 |
|
5. Інтервал робочих температур, °С |
-60…+125 |
|
6. Допустиме прискорення при: ударах, м/с вібраціях, м/с |
75 20 |
|
лінійних прискореннях, м/с |
100 |
|
7. Максимальний атмосферний тиск, Па |
1,33·104 |
|
8. ТКС 1/0С, |
± 10 |
Примітка: проміжні значення номінальних опорів відповідають ряду Е6,із допусками 20% (до 220х103 Ом); 30% (понад 220х103Ом).
В схемі використовуємо мікросхеми К155АГ1, К574УД1А, К140УД6, К140УД7, К140УД8А. Ці мікросхеми мають малі масу і габарити, високу надійність при відносно невеликій вартості, що забезпечує їх широке використання в радіоелектронній апаратурі.
 Операційні
підсилювачі
сериії К140 - це
підсилювачі
електричних
сигналів, призначені
для виконання
різноманітних
операцій над
аналоговими
величинами
при роботі в
пристрої з ООС.
Основне призначення
ОП - побудова
пристроїв із
фіксованим
коефіцієнтом
підсилення
і точно синтезованою
передатною
функцією. Завдяки
своїй універсальності
і можливості
багатофункціонального
використання
за допомогою
ОП можуть бути
зроблені ППЧ,
відеопідсилювачі,
ПЗЧ і гетеродіни
радіоприймачів,
активні фільтри,
генератори
сигналів,
стабілізатори
джерел живлення,
перетворювачі
типу цифра -
аналог і аналог
- цифра, обмежувачі,
що масштабують,
логарифмічні,
що диференціюють,
що інтегрують
і інші підсилювачі.
Операційні
підсилювачі
сериії К140 - це
підсилювачі
електричних
сигналів, призначені
для виконання
різноманітних
операцій над
аналоговими
величинами
при роботі в
пристрої з ООС.
Основне призначення
ОП - побудова
пристроїв із
фіксованим
коефіцієнтом
підсилення
і точно синтезованою
передатною
функцією. Завдяки
своїй універсальності
і можливості
багатофункціонального
використання
за допомогою
ОП можуть бути
зроблені ППЧ,
відеопідсилювачі,
ПЗЧ і гетеродіни
радіоприймачів,
активні фільтри,
генератори
сигналів,
стабілізатори
джерел живлення,
перетворювачі
типу цифра -
аналог і аналог
- цифра, обмежувачі,
що масштабують,
логарифмічні,
що диференціюють,
що інтегрують
і інші підсилювачі.
Конструктивно ОП серії К140 виконані в круглих металоскляних корпусах.
К140УД7 являє собою ОП загального призначення з внутрішньою частотною корекцією і пристроєм захисту виходу при коротких замиканнях. Номінальна напруга живлення 15 В 10%; струм споживання не більш 3,5 мА; опір навантаження не менше 2 кОм. Параметри мікросхем наведені в таблиці 1.4.
Таблиця 1.4
 Параметри
мікросхем серії
К140
Параметри
мікросхем серії
К140
|
Параметри |
Значення |
||
|
К140УД7 |
К410УД6 |
К140УД8А |
|
|
Uи.п, В, робочий діапазон |
5….16,5 |
5…….18 |
6….16,5 |
|
Uсм, мВ, не більш |
9 |
10 |
50 |
|
Uсм/То, мкВ/оС, не більш |
6 |
20 |
50 |
|
Iвх, нА, не більш |
400 |
100 |
0,2 |
|
Кu, не менш |
30000 |
30000 |
50000 |
|
Vu вих,В/мкс, не менн |
0,3 |
2 |
2 |
|
Kос.сф, дБ, не менш |
70 |
70 |
70 |
|
Uвх, В |
12 |
15 |
10 |
|
Uсф.вх, В |
12 |
11 |
10 |
|
Rвх, кОм, не менш |
400 |
1000 |
1 |
|
Uвих В, не менш |
10,5 |
11 |
10 |
|
f1, МГц |
0,8 |
1 |
1 |
К140УД8А являє собою ОП загального призначення. Мікросхема має на вході польові транзистори , що дозволяє одержувати мінімальний шумовий сигнал. у мікросхемі застосований пристрій внутрішньої корекції , що забезпечує підсилювачу стійку роботу без зовнішніх елементів. Номінальна напруга живлення 15 В 15%; струм споживання не більш 5 мА; опір навантаження не менше 2 кОм.
Мікросхеми серії К155 представляють комплекс напівпровідникових логічних схем , виконаних на основі ТТЛ по планарно-епітаксиальній технології. Призначені для побудови вузлів ЕОМ і пристроїв дискретної автоматики середньої швидкодії (до 10 МГц). Напруга живлення + 5 В 5%, допустимий рівень пульсації не більш 50 мВ. Мінімальна напруга логічної 1 на виході мікросхеми не менше 2,4 В. Для нормальної роботи мікросхеми час наростання і спаду вхідних імпульсів повинен бути не більш 150 нс (крім схем із відкритим колекторним виходом, для котрих цей час не обмежується).
Струм споживання в стані:
«0» - 20мА;
«1» - 10мА;
затримка нс,не більш:
включення – 15;
 вимикання
– 22.
вимикання
– 22.
В даній схемі використовується малопотужний силовий трансформатор. Вибираємо трансформатор з магнітопроводом броньового типу.
В якості стабілітронів вибираємо стабілітрони КС133А, Д818Е, Д814А, Д814Б. Їхні параметри наведені в таблиці 1.5.
Таблиця 1.5
Параметри стабілітронів
|
Тип |
Uст, В |
rст, Ом, не більш |
Іст. max, мА |
Іст. mіn, мА |
|
КС133А |
3,3 |
65 |
81 |
- |
|
Д814А |
5,6 |
0,9 |
1400 |
50 |
|
Д814Б |
6,8 |
1,2 |
1150 |
50 |
|
Д818Е |
47 |
22 |
110 |
10 |
Вибираємо транзистори КТ3102Д, КП303Е, КП301В, КТ503Б, КТ361Г, КТ815Б, КТ814Б, параметри яких наведені в таблиці 1.6.
Таблиця 1.6
Параметри транзисторів
| Тип |
UКБ max, В |
UКЕО max, В |
ІК max, мА |
h21е |
fгр, МГц, не менш |
ІКБО, мкА, не більш |
Ск, пФ, не більш |
τк, пс, не більш |
| КТ361Г | 35 | 35 | 50 | 50 - 350 | 250 | 1 | 7 | 250 |
| КТ3102Д | 30 | 30 | 100 | 200 - 500 | 150 | 0,05 | 6 | 100 |
| КТ503Б | 40 | 25 | 0,3 | 80 - 240 | - | - | - | - |
| КТ814Б | 40 | - | 1,5 | 40 | 3 | 0,05 | - | - |
| КТ815Б | 40 | - | 1,5 | 40 | 3 | 0,05 | - | - |
В якості індикаторів використовуються світлодіодний індикатор типу АЛ307Б та лампа ТН-2. Перевага світлодіодних індикаторів перед вакуумними: менша напрута живлення, менша споживана потужність, менші габарити та маса.
В якості імпульсних діодів відповідно з ГОСТ 19613-80 використовуємо діоди КД521А, КД521Б, ГД507А а для випрямляча вибираємо випрямні блоки КЦ407А. Їхні параметри наведені в таблиці 1.7.
Таблиця 1.7
Параметри імпульсних діодів
|
Тип |
Uобр.max, В |
Uпр, В, не більш |
Іпр.max, мА |
Іобр, мкА, не більш |
Сд, пФ, не більш |
|
ГД507А |
20 |
0,5 |
16 |
50 |
0,8 |
|
КД521А |
75 |
1,0 |
50 |
1 |
10 |
|
КД521Б |
12 |
1,0 |
50 |
1 |
10 |
В відповідності з ГОСТ 21415-85 вибираємо конденсатори керамічні КМ-6 та окисні К50-6, параметри яких наведені в таблиці 1.8., та таблиці 1.9.
Таблиця 1.8
Параметри конденсаторів КМ-6
|
Найменування параметра |
Величина параметра |
|
1. Номінальна ємність |
22 пФ – 22 мкФ |
|
2. Допустиме відхилення ємності, % |
± 5;10;20 |
|
3. ТКЄ на 1 0С |
30 – 15000 |
|
4. Номінальна робоча напруга, В |
25 – 50 |
|
5. Інтервал робочих температур, 0С |
-60...+155 |
|
6. Допустиме прискорення при: ударах, м/с2; вібраціях, м/с2 |
12 7,5 |
|
7. Індуктивність конденсатора, нГн |
2 – 5 |
|
8. Тангенс кута діелектричних втрат, не більш |
0,0012 |
|
9. Опір ізоляції при нормальних умовах, МОм |
4000 |
|
10. Коєфіцієнт абсорбції, % |
5 – 15 |
|
11. Постійна часу, МОм·мкФ, не менш |
100 |
Таблиця 1.9
Параметри конденсаторів К50-6
|
Найменування параметра |
Величина параметра |
|
1. омінальна ємність |
1...200мкФ |
|
2. Допустиме відхилення ємності, % |
± 5;10;20 |
|
3. Номінальна робоча напруга, В |
Б – 160 |
|
4. Інтервали робочих температур, 0С |
-10...+70 |
|
5. Індуктивність конденсаторів, нГн |
5 – 10 |
|
6. Коефіцієнт абсорбції, % |
1 – 5,5 |
|
7. Тангенс кута діелектричних втрат, %, не більш |
30 |
|
8. Струм відпливу, мкА, не більш |
150 |
 У
схемі застосовуються
перемикачі
П2К та ПГ3, які
мають параметри,
наведені в
таблиці 1.10.
У
схемі застосовуються
перемикачі
П2К та ПГ3, які
мають параметри,
наведені в
таблиці 1.10.
 Таблиця
1.10
Таблиця
1.10
Основні параметри перемикачів
|
Параметри |
Величина |
|
1. Зносостійкість увімкнень, не менше |
15000 |
|
2. Повний опір контактів, Ом, не більше |
0,025 |
|
3. Опір ізоляції, МОм, не менш |
1000 |
|
4. Ємність між контактами, пФ |
50 |
|
5. Електрична міцність ізоляції, В |
1500 |
|
6. Тангенс кута діелектричних втрат, не більш |
0,05 |
|
7. Найбільш допустимий струм при активній нагрузці, А |
0,1 – 0,4 |
|
8. Інтервал робочих температур, 0С |
– 20…+ 50 |
 3.
КОНСТРУКТОРСЬКИЙ
РОЗДІЛ
3.
КОНСТРУКТОРСЬКИЙ
РОЗДІЛ
3.1 Обгрунтування та опис вибраної конструкції
(Р-4260.024.001СК)
При конструюванні радіоелектронної апаратури та приладів в основному використовується функціонально-блочний метод, який дозволяє підвищити надійність апаратури, строки та вартість проекту, ступінь використання стандартизованих та уніфікованих вузлів та елементів. Конструкції дозволяють автоматизувати та максимізувати процеси настроювання та монтажу апаратури.
Конструювання радіоелектронної апаратури створюється на базі єдиних уніфікованих конструктивних елементів (базових конструкцій), які забезпечують високий рівень уніфікації. Базові конструкції (модулі) призначені для розташування та комтюновки електричного обладнання радіоелектронної апаратури.
Для побудови будь-якого радіоприладу використовується шассі (каркаси), які служать для розташування та міцного закріплення на них деталей та вузлів. Конструкція шассі повинна забезпечувати нормальну роботу апаратури при будь-яких умовах її експлуатції.
Проектований пристрій відноситься до переносної апаратури. Переносну апаратуру, в основному, збирають за одноблочною системою, в якій всі елементи (за виключенням індикаторів, комутуючих пристроїв, трансформаторів та ін.) закріплюються на загальному шассі – друкованій платі.
Шассі із встановленими на ньому електрорадіоелементами розміщується у корпусі, в який вмонтовані комутуючі пристрої, роз'єми. індикатори, мікрофони та ін.
Переносна апаратура повинна бути стійкою до ударів, падінь, мати високу надійність, яка багато в чому залежить від якості збирання.
Схема електрична принципова детонометра реалізована на одній друкованій платі із двостороннього фольгованого склотекстоліту СФ-2-1,5 (ГОСТ 12652-74) товщиною 1,5 мм, виготовлен комбінованим позитивним методом.
Плата з'єднана з передньою панеллю монтажними проводами. Плата (поз. 1), розміщена горизонтально на основі (поз. 4). На передній панелі (поз. 5) кріпляться у вертикальному положенні наступні деталі:
 1)
мікроамперметр
(поз. 19);
1)
мікроамперметр
(поз. 19);
2) мікроамперметр (поз. 20);
3) роз’єм (поз. 23);
4) роз’єми (поз. 24);
5) резистор (поз. 15);
6) перемикач (поз. 21);
7) перемикачі (поз. 22);
8) лампа (поз. 18);
9) світлодіод (поз. 25).
Усі ці деталі кріпляться за допомогою гвинтів і гайок МЗ (поз. 8 – 10 ), а також шайб (поз. 13,14). Спереду кріпиться накладна декоративна передня панель (поз. 8), на якій є відповідно отвори для перемикачів (поз. 21,22), індикаторів (поз. 18,25), мікроамперметрів (поз.19,20) та роз’ємів (поз.23,24). Окрім того, на декоративну передню панель (поз. 5) нанесені відповідні написи (див. складальне креслення). Передня панель (поз. 5) кріпиться до основи (поз. 4) гвинтами (поз. 9), під які підкладено декоративні шайби (поз. 13,14), і гайками (поз. 8).
Задня стінка становить суцільну деталь із основою (поз. 4). В задній стінці знаходяться отвори для тримача запобіжника (поз. 12) і для мережевого шнура (поз. 27).
Зверху і з боків пристрій закривається однією деталлю – кришкою (поз. 3). Кришка кріпиться до основи (поз. 4) за допомогою гвинтів (поз. 9), під які підкладено декоративні шайби (поз. 13,14). В кришці з лівого боку зроблено отвори для вентиляції трансформатора (поз. 26).
Весь пристрій спирається на чотири амортизатори (поз. 2), які кріпляться до основи знизу за допомогою гвинтів (поз. 9).
3.2. Обгрунтування вибору монтажу, матеріалів та покриття
Матеріал впливає на габарити і вагу приладу. Використання алюмінієвих сплавів для корпусу апарату може дати скорочення ваги в 1,5-3 рази при повному задоволенні вимог до міцності і жорсткості; використання високоякісних трансформаторів дозволяє значно скоротити кількість металу в трансформаторі і тим самим зменшити його вагу і габарити, що дуже важливо для спеціальної малогабаритної апаратури, тому вибираємо магнітопровод трансформатора зі сталі марки 1513 і корпус із легкого алюмінієвого сплаву.
Матеріал впливає на експлуатаційні характеристики деталей, на її надійність і довговічність.
Контакти перемикача з латуні в складних кліматичних умовах витримують незначну кількість переключень; календарний термін служби цих контактів незалежно від числа перемикачів також вкрай обмежений, тому що окислювання матеріалу призводить до порушення електричного контакту в перемикачі. Ті ж деталі, виконані зі стійких до окислювання матеріалів ( срібла, золота ), витримують десятки тисяч переключень і у визначених умовах можуть експлуатуватися роками без додаткового регулювання.
Багато металів і інші матеріали при експлуатації піддаються руйнації. Найбільший вплив із зовнішніх факторів робить волога, особливо при підвищеній температурі. Волога може проникати в мікропори або створювати на поверхні плівку і тим самим різко знижувати електричні параметри всього пристрою. Крім того, волога сприяє утворенню цвілі, корозії металів, що призводить до розриву електричного ланцюга і сприяє зниженню опору ізоляції між провідниками.
Значний вплив на працездатність апаратури на друкованих платах робить висотність, тому що при разрядженому повітрі різко знижується електрична міцність повітряних проміжків і поверхневих перекриттів, можуть виникати при більш низьких напругах. Тому введення діелектричних проміжків замість повітряних між відкритими струмопровідними деталями, різко підвищує їхню електричну міцність.
Матеріал для захисного покриття повинний мати такі властивості: високу вологостійкістю, гарні діелектричні параметри (малу діелектричну проникність і тангенсом кута діелектричних втрат), температуротривкістю, хімічною інтенсивністю і механічною міцністю.
 Для
захисту деталей
від зазначених
впливів їхня
поверхня
покривається
більш стійкими
до впливу руйнуючих
факторів
матеріалами.
Покриття лакофарбові
наносяться
на будь-які
поверхні незалежно
від матеріалу.
Для
захисту деталей
від зазначених
впливів їхня
поверхня
покривається
більш стійкими
до впливу руйнуючих
факторів
матеріалами.
Покриття лакофарбові
наносяться
на будь-які
поверхні незалежно
від матеріалу.
Лак УР-231 відрізняється підвищеною еластичністю, вологостійкістю і температуротривкістю, тому може застосовуватися для гнучких основ. Лак готують перед нанесенням відповідно до інструкції і наносять на поверхню пульверизацією, зануренням або щіточкою. Наносять чотири шари із сушкою після кожного шару при температурі 18 – 23 0С протягом 30 хв. і остаточною сушкою останнього шару при температурі 55-60 0С протягом 1,5 год. і остаточним сушінням останнього прошарку при температурі 55-60 0С протягом 1,5 год.
Хромування застосовують як захисно-декоративне покриття для деталей із міді, сталі, алюмінію і його сплавів, а також для підвищення поверхневої міцності і зношуваності деталей із зазначених сплавів.
Захисні покриття на мідні й алюмінієві деталі наносять, як, правило, на підшарок нікелю, на стальніе – на підшарок із міді і нікелю. Зносостійкі покриття наносять без підшару. Хромове покриття лягає нерівномірно на деталі складної конфігурації.
 Сріблення
застосовують
головною мірою
для підвищення
електропровідності
і поліпшення
пайки міді і
її сплавів. Для
інших деталей
срібло наносять
на підшарок
міді, для алюмінієвих-на
підшарок
нікелю і міді.
Покриття має
високу корозійну
стійкість
на чистому
повітрі і воді.
Поверхні, покриті
сріблом, мають
високу відбивну
здатність.
При впливі
сірки срібло
окисляється
і чорніє.
Сріблення
застосовують
головною мірою
для підвищення
електропровідності
і поліпшення
пайки міді і
її сплавів. Для
інших деталей
срібло наносять
на підшарок
міді, для алюмінієвих-на
підшарок
нікелю і міді.
Покриття має
високу корозійну
стійкість
на чистому
повітрі і воді.
Поверхні, покриті
сріблом, мають
високу відбивну
здатність.
При впливі
сірки срібло
окисляється
і чорніє.
Для виготовлення друкованої плати застосовується комбінований позитивний спосіб. Найбільше застосування у виробництві друкованих схем одержали шаруваті пластики, наприклад гетинакс і склотекстоліт. Наша промисловість випускає гетинакс і склотекстоліт покритими мідною фольгою з однієї або двох сторін.
Властивості цих матеріалів і їхні характеристики наведені в таблиці 3.1.
Таблиця 3.1
Порівняльні характеристики гетинакса і склотекстоліта
Найменування показників |
Гетинакс |
Склотекстоліт |
|
Межа міцності на розтяг кгс/см2, не менше |
800 | 2000 |
|
Щільність, р/см3 |
1,3 | 1,6 |
|
Влагопоглинання, %,не більш |
4 | 3 |
|
Питомий об'ємний електричний опір, Ом/см |
1012 | 1013 |
|
Тангенс кута діелектричних втрат при частоті 106 Гц |
0,038 | 0,025 |
|
Середня електрична міцність при температурі, +20 - 5оС, кв/мм |
33 | 12 |
Склотекстоліт має кращі ізоляційні властивості, вологостійкість і термостійкість, ніж інші шаруваті пластики, але при різноманітних засобах осадження провідників одержується різна сила зчеплення провідників із основою, тому його краще застосовувати при комбінованому способі. У детонометрі використовується фольгований із двох сторін склотекстоліт марки СФ – 2 – 1,5 ГОСТ 12652-74. Монтаж друкованого вузла здійснюється друковано-провідним методом.
Для забезпечення електричного і механічно тривкого з'єднання электрорадіоелементів із друкованими провідниками використовується пайка з застосуванням припою олов'яно-свинцевого ПОС-61, що має низьку температуру кристалізації і достатньо високу механічну міцність. Для видалення окисної плівки з поверхні деталей, що з'єднуються застосовується безкіслотний флюс каніфольно-спиртовий ФКСп.
3.3. Оцінка технологічності конструкції
3.3.1. Заповнюємо таблицю 3.2 вхідних даних, використовуючи специфікацію та складальне креслення виробу.
Таблиця 3.2
Вхідні дані для розрахунку показника технологічності Кі
|
Найменування показників |
Умовне позначення |
Значення показників |
|
1. Кількість мікросхем |
Hімс |
8 |
|
2. Загальна кількість мікросхем і електрорадіоелементів |
Hімс+Hере |
137 |
|
3. Кількість монтажних з'єднань |
Hм |
348 |
|
4. Кількість монтажних з'єднань, що виконуються автоматизованим і механізованим шляхом |
Hа.м |
348 |
|
5. Загальна кількість ЕРЕ |
Hере |
129 |
|
6. Кількість операцій контролю і настройки, що виконуються механізованим і автоматизованим шляхом |
Hм.к.н |
1 |
|
|
Hм.п.ере |
129 |
|
8. Загальна кількість операцій контролю і настройки |
Hк.н |
1 |
|
9. Кількість типорозмірів ЕРЕ |
Hт.ере |
28 |
|
10. Кількість типорозмірів оригінальних ЕРЕ. До них відносять електрорадіоелементи, що були розроблені і виготовлені вперше |
Hт.ор.ере |
0 |
|
11. Кількість деталей (без урахування нормалізованого кріплення) |
Д |
1 |
|
12. Кількість деталей, отриманих прогресивними методами формоутворення (штампуванням, пресуванням, литтям під тиском) |
Дпр |
1 |
 7.
Кількість
електрорадіоелементів,
підготовка
і монтаж яких
здійснюється
механізованим
шляхом
7.
Кількість
електрорадіоелементів,
підготовка
і монтаж яких
здійснюється
механізованим
шляхом3.3.2. Визначимо числове значення відносних часткових показників технологічності електронних блоків
3.3.2.1. Визначаємо коефіцієнт використання мікросхем:
 ,
(3.1)
,
(3.1)
3.3.2.2. Визначаємо коефіцієнт автоматизації та механізації монтажу:
 ,
(3.2)
,
(3.2)
3.3.2.3. Визначаємо коефіцієнт автоматизації та механізації підготовки ЕРЕ:
 ,
(3.3)
,
(3.3)
3.3.2.4. Визначаємо коефіцієнт автоматизації та механізації операцій контролю:
 ,
(3.4)
,
(3.4)
3.3.2.5. Визначаємо коефіцієнт повторюваності ЕРЕ:
 ,
(3.5)
,
(3.5)
3.3.2.6. Визначаємо коефіцієнт застосування ЕРЕ:
 ,
(3.6)
,
(3.6)
3.3.2.7. Визначаємо коефіцієнт прогресивності, формоутворення деталі:
 ,
(3.7)
,
(3.7)
Дані показники містять найбільший вплив на технологічність конструкції блоків. Склад показників та їх ранжирована послідовність по ваговій значущості зведені в таблиці 3.3
 Таблиця
3.3
Таблиця
3.3
Відносні часткові показники технологічності
|
Найменування показників |
Розрахунок Кі |
φі |
Кі·φі |
|
1. Коефіцієнт використання IМС |
0,058 |
1,00 |
0,058 |
|
2. Коефіцієнт автоматизації і механізації монтажу |
1,000 |
1,00 |
1,000 |
|
3. Коефіцієнт автоматизації і механізації підготовки ЕРЕ |
1,000 |
0,750 |
0,750 |
Продовження таблиці 3.3
|
4. Коефіцієнт автоматизації і механізації операцій контролю |
1,000 |
0,500 |
0,500 |
|
5. Коефіцієнт повторюваності ЕРЕ |
0,783 |
0,310 |
0,243 |
|
6. Коефіцієнт застосування ЕРЕ |
1,000 |
0,187 |
0,187 |
|
7. Коефіцієнт прогресивності, формоутворення деталі |
1,000 |
0,110 |
0,110 |
3.3.3. Визначаємо числове значення комплексного показника технологічності виробу.
Комплексний показник визначається на основі відносних часткових показників за формулою:


де Кі – величина показника (порядок знаходження числового значення визначений в пункті 2).
і – коефіцієнт вагової значущості;
і – порядковий номер показника в ранжированій послідовності.
3.3.4. Оцінюємо рівень технологічності конструкції
Рівень технологічності розроблюваного виробу згідно з ГОСТ 14.201-33, оцінюють відхиленням досягнутого комплексного показника від нормативного Кн. Це відношення повинно задовольняти умові:
![]() >1,
(3.8)
>1,
(3.8)
де Кн = 0,5 – нормативний комплексний показник технологічності блоків (табл.3.4).
Таблиця 3.4
Комплексні показники технологічності блоків
|
Тип блоків |
Дослідний блок |
Встановча серія |
Серійне виробництво |
|
|
Кн |
||
|
Електронні |
0,4 – 0,7 |
0,45 – 0,75 |
0,5 – 0,8 |
|
Радіотехнічні |
0,4 – 0,6 |
0,75 – 0,8 |
0,8 – 0,85 |
|
Електромеханічні і механічні |
0,3 – 0,5 |
0,4 – 0,55 |
0,45 – 0,6 |
Висновок: так як відношення комплексного показника до нормативного більше одиниці, то конструкцію можна вважати технологічною.
 3.4.
Технічні
умови
3.4.
Технічні
умови
3.4.1. Маркірування і пломбування
Найменування й умовне позначення приладу, товарний знак підприємства нанесені у верхній частині лицевої панелі. Умовне позначення проставлене також на правій бічній стінці корпусу.
Заводський порядковий номер приладу і рік виготовлення розташовані на задній панелі.
Всі елементи і складові частини, установлені на панелях і друкованих платах приладу, мають маркірування позиційних позначень відповідно до позиційних позначень переліків елементів до електричних і принципових схем і маркіруються мастичними пломбами, що розташовані на задній панелі.
Запасне майно в укладальних ящиках має маркірування на самих елементах.
3.4.2. Загальні положення
3.4.2.1. Після тривалого збереження варто зробити зовнішній огляд.
При зовнішньому огляді необхідно перевірити:
цілість пломб;
комплектність;
відсутність зовнішніх механічних ушкоджень, що впливають на точність показань приладу;
міцність кріплення органів керування, чіткість фіксації їхніх положень;
наявність запобіжників;
чистоту роз’ємів і гнізд;
стан лакофарбових покриттів, гальванічних покриттів і чіткість гравірування;
стан сполучних кабелів і переходів;
3.4.2.2. При роботі приладу категорично забороняється ставити його на передню і задню панелі, що може призвести до поломки органів керування і введення мережного шнура.
Зробити позначки у формулярі про початок експлуатації і записати показання лічильника наробітку.
Вказівка заходів безпеки
По вимогам електробезпеки прилад задовольняє нормам
ОСТ 4.275. 003. – 77 класу захисту 1.
Перед вмиканням у мережу необхідно заземлити корпус приладу через затискач заземлення.
При роботі з відкритим приладом не допускається стикання зі струмопровідними елементами, тому що в приладі існує змінна напруга 220 В на вхідних затискачах трансформатора, роз'ємі і контактах вимикання мережі.
Заміна деталей і запобіжників повинна проводитися тільки при знеструмленому приладі.
3.4.4. Правила збереження
Прилад, що поступає на склад споживача, може зберігатися в упакованому вигляді протягом одного року з дня надходження.
3.4.4.1. Умови збереження приладу:
1) опалювальні сховища:
1.1) температура повітря від+1 0С до + 40 0С;
1.2) відносна вологість до 80% при температурі + 25 0С;
2) неопалюавні сховища:
2.1) температура повітря від – 50 0С до + 40 0С;
2.2) відносна вологість до 98% при температурі + 25 0С.
3.4.4.2. У помешканнях для збереження не повинно бути пилу, парів, кислот і лугів, що викликають корозію.
3.4.5. Транспортування
3.4.5.1. Тара, упаковка і маркірування упаковки
Для забезпечення повної цілості приладу при транспортуванні використовується укладальний ящик і транспортний (тарний) ящик.
Упаковка відбувається в робочих умовах.
Конструкція тарних ящиків по ГОСТ 2991 – 76 або ГОСТ
5959 – 71.
Упаковка приладу перед транспортуванням відбувається в наступній послідовності:
1) установлюють прилад в укладальний ящик між амортизаторами; установлюють ящик із робочим комплектом у бічний відсік укладального ящика;
 2)
експлуатаційну
документацію,
завернувши
в обгортковий
папір, поміщають
у правий
бічний відсік
укладального
ящика;
2)
експлуатаційну
документацію,
завернувши
в обгортковий
папір, поміщають
у правий
бічний відсік
укладального
ящика;
3) закривають, пломбують укладальний ящик і ставлять його на амортизаційні прокладки в транспортний ящик, що зсередини застелений водонепроникним папером;
4) заповнюють до ущільнення вільний простір між приладом і стінками транспортного ящика прокладками з гофрованого картону;
5) поміщають товаросупроводжувальну документацію на верхній шар прокладочного матеріалу під водонепроникну оббивку верхньої кришки транспортного ящика;
6) закріплюють цвяхами кришку ящика, обтягають сталевою стрічкою і пломбують, місця розташування пломб обводять червоною фарбою.
При транспортуванні морським транспортом для захисту від впливу навколишнього середовища прилад повинний поміщатися в поліетиленовий чохол із товщиною плівки 0,15 – 0,2 мм. Усередині чохла – сілікагель-влагопоглотинач із початковою вологістю не більш 2% із розрахунку 100 г сілікагелю на 1 м2 поверхні чохла. Маркірування тари по ГОСТ 14192 - 77.
3.4.5.2. Умови транспортування
Транспортування приладу в транспортному ящику відбувається усіма видами транспорту при температурі навколишнього повітря від мінус 50 до плюс 600 С та відносній вологості до 95% при температурі навколишнього середовища не більш плюс 300 0С.
При транспортуванні тара повинна бути передбачена від влучення в неї атмосферних осадів і пилу. Не допускається кантування приладу.
У процесі експлуатації прилад може транспортуватися з об'єкта на об'єкт в укладальному ящику автомобільним транспортом на відстань до 1000 км (швидкість по шосейних дорогах до 60 км/год., по грунтовим – 20 - 40 км/год.).
 3.4.6.
Вказівки
по експлуотації
3.4.6.
Вказівки
по експлуотації
Після розпаковки з укладального ящика, прилад необхідно оглянути на відсутність зовнішніх пошкоджень.
При прийманні приладу необхідно впевнитись в наявності повного комплекту згідно документації.
До початку роботи з приладом необхідно вивчити інструкцію по експлуотації, схему конструкції приладу, призначення органів керування та роз’ємів, що розташовані на передній та задній панелях приладу.
Робота приладу повинна проходити в умовах, що не виходять за межі робочих умов експлуотації.
До початку експлуотації приладу, а також періодично під час експлуотації прилад повинен задовольняти наступним умовам:
відсутність зовнішніх механічних пошкоджень;
наявність та міцність кріплення органів керування, правильного обертання органів настройки, наявність запобіжників;
при експлуотації вентиляційні отвори в корпусі приладу не повинні закриватися сторонніми предметами.
Для запобігання від нещасних випадків та передчасного виходу з ладу приладу не допускається:
вмикати прилад при знятій верхній кришці. В приладі, що працює від мережі змінного струму, є небезпечна для життя напруга 220В;
натягування та посмикування мережного шнура;
торкатися приладу мокрими руками.
2.4.7. Гарантії постачальника
Виробник гарантує відповідність детонометра ГОСТ та даним технічним умовам при виконанні користувачем правил експлуотації.
Гарантійний строк 12 місяців з дня продажу через роздрібну мережу.
Впродовж гарантійного строку експлуотації власник має право на безкоштовне технічне обслуговування детонометра, а в разі несправності виробу на безкоштовний ремонт при пред’явленні гарантійного талону. На час гарантійного ремонту ремонтне підприємство повинно безкоштовно представити й встановити власнику по його вимозі аппарат аналогічного функціонального призначення.
Обмін несправних детонометрів здійснюється у відповідності з діючими правилами обміну промислових товарів, що були куплені в роздрібній мережі дерхавної та кооперативної торговлі.
 2.4.8.
Правила приймання
2.4.8.
Правила приймання
Приймання детонометра повинна проводитися ВТК підприємства-виробника у відповідності з правилами, що викладені в дійсних ТУ.
Для перевірки виробу на відповідність вимогам дійсного ТУ на підприємстві-виробнику представником ВТК проводяться випробування приймально-сдавальні, періодичні випробування та типові випробування на надійність, що входять в склад періодичних випробувань.
Виріб повинен пред’являтися на випробування ВТК звісткою, яка складена по діючій на підприємстві формі.
Контрольно-вимірювальна та випробовувальна аппаратура повинна мати пломби підприємств постачальників або виробників або бюро вимірюваннь та перевірок (БВП), а також свідоцтва про перевірку з вказівкою строку наступної перевірки. Використання апаратури з закінченими термінами перевірки, з пошкодженими пломбами, без паспортів та свідоцтв не допускається. Вмикання та калібровка контрольно-вимирювальної апаратури повинні проводитися у відповідності з інструкціями. Результати кожного виду випробування вважаються дійсними, а прилад вважається витримавшим їх, якщо в процесі їх проведення параметри та характеристики відповідають вимогам діючого ТУ.
Випробування проводяться при температурі навколишнього середовища від 283К до 308К (від + 100С до + 350С), відносній вологості повітря до 80 % при температурі t = 298К (+ 250С), атмосферному тиску 86 – 106 кПа (650 – 800 мм рт. ст.), напрузі мережі живлення 220±22В, частотою 50±0,5 Гц з вмістом гармонік до 5 %.
Кліматичні умови проведення випробувань на стійкість до дії вологості, підвищеної та пониженої температури повинні відповідати вимогам, що вказані в методиках проведення вимірів.
 3.4.9.
Налагодження
детонометра
починають із
перевірки
правильності
монтажу і напруг
живлення
на виходах
стабілізованого
джерела напруги.
Після цього
переходять
до покаскаднгоу
контролю
працездатності
детонометра.
На вхід XS1 подають
синусоїдальний
сигнал частотою
3150 Гц і амплітудою
біля 1 В. Переконавшись
у проходженні
сигналу на
неінвертуючий
вхід ОП DA2, перевіряють
погашення
низькочастотних
і високочастотних
сигналів вхідними
смуговими
фільтрами.
фильтрами
На частотах
50 Гц і 15 кГц загасання
повинно складати
біля 40 дБ
і 12 дБ
відповідно.
3.4.9.
Налагодження
детонометра
починають із
перевірки
правильності
монтажу і напруг
живлення
на виходах
стабілізованого
джерела напруги.
Після цього
переходять
до покаскаднгоу
контролю
працездатності
детонометра.
На вхід XS1 подають
синусоїдальний
сигнал частотою
3150 Гц і амплітудою
біля 1 В. Переконавшись
у проходженні
сигналу на
неінвертуючий
вхід ОП DA2, перевіряють
погашення
низькочастотних
і високочастотних
сигналів вхідними
смуговими
фільтрами.
фильтрами
На частотах
50 Гц і 15 кГц загасання
повинно складати
біля 40 дБ
і 12 дБ
відповідно.
Балансуванням ОП DA2 установлюють вихідний потенціал підсилювача в межах 0,2...0,5 В. Такий зсув ОП практично не робить впливи на якість обмеження, але знижує струм, споживаний ОП DA2 у режимі відсутності вимірювального сигналу.
Для контролю сигналу на виході підсилювача-обмежувача на ОП К574УД1 варто застосовувати осцилограф, вхідна ємність щупа якого не перевищує 15...25 пФ. Припустимо підключати осцилограф через резистор з опором 2...5 кОм. У випадку недотримання цих вимог можливо самозбудження операційного підсилювача. У діапазоні амплітуд вхідних сигналів 0,05...30 В повинні спостерігатися прямокутні імпульси з крутими фронтами і скважністю, рівній двом. Виникнення несиметричності обмеження може бути пов'язане з несправністю одного з діодів VD3, VD4, VD6, VD7.
Амплітуда позитивних імпульсів на резисторі R18 повинна складати 3,7...4,2 В, а на виході одновібратора DD1 – б іля 3,5...4,0 В. Підстроюванням резистора R19 необхідно встановити скважність вихідних імпульсів одновібратора, рівну двом.
Для одержання зазначеної вище точності детонометра параметри імпульсів на виході ключового каскаду, зібраного на транзисторі VT3, повинні мати цілком визначені, стабільні значення. Завдяки використанню прецизійного стабілітрона VD10 (Д818Е) амплітуда імпульсів дорівнює 8,6±0,3 В. У випадку застосування стабілітронів інших типів буде потрібно їхній індивідуальний добір із метою одержання необхідного значення амплітуди.
 Найбільше
просто інтегральна
оцінка
форми імпульсів
відбувається
вольтметром
постійної
напруги з високоомним
входом, залученим
до колектора
VT3. При частоті
сигналу, рівної
3150 Гц, середнє
значення напруги
в цій точці
повинно складати
4,5 В. У противному
випадку може
знадобитися
корекція тривалості
імпульсів
добором опору
резистора
R19.
Найбільше
просто інтегральна
оцінка
форми імпульсів
відбувається
вольтметром
постійної
напруги з високоомним
входом, залученим
до колектора
VT3. При частоті
сигналу, рівної
3150 Гц, середнє
значення напруги
в цій точці
повинно складати
4,5 В. У противному
випадку може
знадобитися
корекція тривалості
імпульсів
добором опору
резистора
R19.
Правильно зібраний фільтр нижніх частот на ОП DA3 налагодження не потребує. Перевірка його працездатності полягає лише в контролі постійної вихідної напруги фільтра, значення котрого повинно бути
2,25 В.
Після цього перемикач SA2 установлюють на найбільш чутливу межу виміру (0,1 %) і балансують ОП DA4. Для калібрування двухполуперіодного випрямляча на ОП DA7 тимчасово випаюють ліві за схемою виводи резисторів R50, R51, а точку їх з'єднання підключають до регульованого джерела напруги 10 В. Зміні напруги від 0 до 8 В повинне відповідати пропорційне збільшення напруги на виході ОП DA7 до 4,5 В та кутове переміщення стрілки вимірювальної головки РА2 до крайньої позначки шкали. Коригування чутливості вольтметра здійснюється резистором R68.
Канал виміру дрейфу калібрують у такий спосіб. На вхід приладу подають синусоїдальний сигнал частотою 3150 Гц ± 0,2 %. Установив резистор R35 у середнє положення, що відповідає відсутності зсуву середньої швидкості, балансувальним резистором R39 установлюють стрілку індикатора РА1 у нульове положення. Потім змінюють частоту сигналу на ± 5 % щодо 3150 Гц і добором резистора R48 добиваються відхилення стрілки до кінцевої позначки шкали. Далі необхідно переконатися, що крайнім положенням движка резистора R35 відповідає девіація частоти ± 5 %. При цьому вихідний потенціал ОП DA5 повинен складати ± 4 В. Якщо це не так, чутливість коректують підбором резистора R45.
 Після
цього
необхідно
встановити
поріг спрацьовування
компаратора
на рівні ± 4,5...5,0
В. Для цього
частоту сигналу
піднімають
вище зазначених
меж.
Установив на
виході ОП
DA5 потенціал
біля 4,7 В, змінюють
опір резитора
R47 до появи стрибків
вихідного
потенціалу
ОП
DA6. Потім плавно
знижують
частоту сигналу.
Значення модуля
негативного
порога компаратора
не повинно
відрізнятися
від позитивного
більш ніж на
± 0,2 В. У противному
випадку буде
потрібно підбірати
пари діодів
VD16, VD17 по прямому
опору.
Після
цього
необхідно
встановити
поріг спрацьовування
компаратора
на рівні ± 4,5...5,0
В. Для цього
частоту сигналу
піднімають
вище зазначених
меж.
Установив на
виході ОП
DA5 потенціал
біля 4,7 В, змінюють
опір резитора
R47 до появи стрибків
вихідного
потенціалу
ОП
DA6. Потім плавно
знижують
частоту сигналу.
Значення модуля
негативного
порога компаратора
не повинно
відрізнятися
від позитивного
більш ніж на
± 0,2 В. У противному
випадку буде
потрібно підбірати
пари діодів
VD16, VD17 по прямому
опору.
Транзисторні ключі, зібрані на транзисторах VT4, VT8 і VT9, при правильному монтажі налагодження не потребують.
Для налагодження вмонтованого генератора на ОП DA1 перемикач SA1 перемикається в стан "Ввімкено". Амплітуда генеруємої напруги повинна складати 0,8...1,2 В. Якщо значення амплітуди істотно відрізняється від зазначеного, варто підібрати опір резистора R9. Установка частоти коливань відбувається резистором R4 за допомогою цифрового частотоміра. Відхилення частоти від номінальної (3150 Гц) не повинно перевищувати ± 0,1 %.
На закінчення необхідно зауважити, що детонометр може забезпечувати більш низьку похибку виміру коефіцієнта детонації. Проте для цього треба провести калібрування каналу виміру детонації, використовуючи генератор звукових частот із частотною модуляцією ГЗ-103.
 5.
ЕКОНОМІЧНИЙ
РОЗДІЛ
5.
ЕКОНОМІЧНИЙ
РОЗДІЛ
Розрахунки проводяться на основі даних базового підприємства.
Початкові дані для розрахунку:
річна програма випуску – 100000 шт.;
кількість змін – 2;
тривалість зміни – 8 год.;
календарний фонд часу – 366 днів;
відрахування на соціальне страхування – 4 % від загальної заробітної плати;
накладні цехові витрати:
1) по групі А – 140 % від основної заробітної плати;
2) по групі Б – 160 % від основної заробітної плати;
загальнозаводські витрати – 350 % від основної заробітної плати;
позавиробничі витрати – 35 % від заводської собівартості;
рентабельність виробу – 20 % від повної собівартості;
відрахування до Пенсійного Фонду – 32 % від загальної заробітної плати;
відрахування в Фонд зайнятості – 1,5 % від загальної заробітної плати;
податок на додану вартість – 20 % від оптової ціни виробу;
процент невиходів на роботу робітників – 10 %;
процент простоїв устаткування – 5 %;
транспортно-заготівельні витрати – 15 %;
плановий період – 1 рік;
додаткова заробітна плата – 30 %;
премії – 20 %
5.1. Розрахунок вартості основних, допоміжних матеріалів та купованих виробів і напівфабрикатів
 Розрахунок
фонду оплати
праці (ФОП) та
фонду споживання
(ФС) проводиться
на основі годинних
тарифних ставок
з урахуванням
розрядів приведених
в таблиці 5.1.
Розрахунок
фонду оплати
праці (ФОП) та
фонду споживання
(ФС) проводиться
на основі годинних
тарифних ставок
з урахуванням
розрядів приведених
в таблиці 5.1.
Таблиця 5.1
Годинні тарифні ставки робітників
| Розряд | 1 | 2 | 3 | 4 | 5 | 6 |
| Годинна тарифна ставка | 0,57 | 0,63 | 0,77 | 0,86 | 0,97 | 1,14 |
Розрахунок фонду оплати праці та фонду споживання для керівників та службовців здійснюється на основі встановлених посадових окладів з урахуванням категорій згідно з штатним розкладом.
Починаючи розрахунок, необхідно порівняти технологічні процеси з використанням групової пайки та з використанням ручної пайки.
Технологічний процес з використанням групової пайки включає:
1) підготовчу операцію;
2) електромонтажні операції (встановленя резисторів, конденсаторів, транзисторів, діодів, стабілітронів, катушок індуктивності, мікросхем);
3) групову пайку;
4) допайку;
5) промивку.
2.1.1. Визначаємо відрядну розцінку:
 ,
(5.1)
,
(5.1)
де tшт – норма часу на виріб (див. табл. 5.2);
Cгод – годинна тарифна ставка (табл. 5.1).
Рвід1
=
 = 0,43 грн.;
= 0,43 грн.;
Рвід2
=
 = 1,12 грн.
= 1,12 грн.
Для порівняння двох даних технологічних процесів необхідно заповнити таблицю 5.2.
Таблиця 5.2
 Техніко-економічне
обгрунтування
вибору варіанту
технологічного
процесу
Техніко-економічне
обгрунтування
вибору варіанту
технологічного
процесу
| Назва операції | Роз-ряд робіт | Годин-на та-рифна ставка, грн. | Кіль-кість,шт. |
І варіант |
2 варіант | ||||
| Норма часу, хв. |
Роз- цінка,грн. |
Норма часу, хв. |
Роз- цінка,грн. |
||||||
| На деталь | На ви-ріб | На де-таль | На ви-ріб | ||||||
|
1. Підготовка 2. Монтаж: конденсаторів; резисторів; діодів; стабілітронів; транзисторів; мікросхем; випрямних блоків. 4. Групова пайка 5. Допайка 6. Промивка |
2 2 2 2 2 2 2 2 3 3 2 |
0,63 0,63 0,63 0,63 0,63 0,63 0,63 0,63 0,77 0,77 0,63 |
27 68 15 8 9 8 2 |
0,14 0,14 0,14 0,14 0,2 1,5 0,3 |
2,3 3,78 9,52 2,1 1,12 1,8 12 0,6 2,3 2,3 2,3 |
0,5 0,5 0,5 0,5 0,7 4,3 1 |
2,3 13,5 34 7,5 4 6,3 34,4 2 - - 2,3 |
||
| Всього | - | - | 137 | - | 40,12 | 0,43 | - | 106,3 | 1,12 |
Таблиця 5.3
Розрахунок вартості основних матеріалів
|
Назва матеріалу |
Норма витрат на виріб, кг | Ціна за одиницю, грн. | Вартість матеріалу на виріб, грн. |
1. Склотекстоліт |
0,08 | 25 | 2 |
Вартість матеріалу на виріб визначається множенням норми витрат матеріалу на виріб (в кг) на ціну одиниці даного матеріалу (в грн.).
Таблиця 5.4
 Розрахунок
вартості купованих
виробів та
напівфабрикатів
Розрахунок
вартості купованих
виробів та
напівфабрикатів
| Назва матеріалу |
Тип |
Норма витрат на виріб, шт. | Ціна за одиницю, грн. | Вартість матеріалу на виріб, грн. |
|
1. Резистори: 2. Конденсатори: 3. Діоди: 4. Стабілітрони: 5. Мікросхеми: 6. Транзистори: 7. Випрямні блоки: |
СП3-44А МЛТ-0,25 КМ-6 КСО-2 К73-24а К76П-1б К73-11 К50-6 КД521А КД521Д ГД507А КС133А Д818Е Д814А Д814Б К155АГ1 К574УД1А К140УД6 К140УД7 К140УД8А КТ3102Д КП303Е КТ503Б КП301В КТ361Г КТ815Б КТ814Б КЦ407А |
5 68 11 2 3 1 1 9 4 4 7 1 2 2 3 1 1 1 2 3 1 1 1 2 1 2 1 2 |
0,85 0,05 0,80 0,30 0,40 0,60 0,40 0,50 0,10 0,10 0,10 0,40 0,20 0,20 0,20 0,40 1,00 2,00 2,00 2,00 0,30 0,85 0,30 0,85 0,85 0,90 0,90 0,60 |
4,25 3,15 8,80 0,60 1,20 0,60 0,40 4,50 0,40 0,40 0,70 0,40 0,40 0,40 0,60 0,40 1,00 2,00 4,00 6,00 0,30 0,85 0,30 1,70 0,85 1,80 0,90 1,20 |
Всього |
- | 137 | - | 48,10 |
Таблиця 5.5
Розрахунок вартості допоміжних матеріалів
| Назва матеріалу | Одини-ця вимірювання | Норма витрат на виріб, кг | Ціна за одиницю, грн. | Вартість матеріалу на виріб, грн. |
|
1. ПОС-61 2. Спирт 3. Флюс 4. Лак УР-231 5. Бензин |
кг кг кг кг кг |
0,0221 0,0992 0,0018 0,0552 0,0992 |
12 5 7 34 1,5 |
0,27 0,50 0,01 1,88 0,15 |
ВСЬОГО |
- |
- |
- |
2,81 |
5.2. Розрахунок корисного фонду часу
5.2.1. Визначаємо номінальний фонд часу:
Fн = (Fк – Fв – Fсв)d – Fпр.св = 1978 год., (5.2)
де Fк = 366 днів – календарний фонд часу;
Fв = 112 – вихідні дні;
Fсв = 6 – святкові дні;
Fпр.св = 8 – скорочення робочого часу в передсвяткові дні;
d = 8 годин – тривалість робочого дня.
5.2.2. Визначаємо корисний фонд часу для працюючих:
к = 366 днів – календарний фонд часу;
Fв = 112 – вихідні дні;
Fсв = 6 – святкові дні;
Fпр.св = 8 – скорочення робочого часу в передсвяткові дні;
d = 8 годин – тривалість робочого дня.
5.2.2. Визначаємо корисний фонд часу для працюючих:
EMBED
Equation.3
 год., (5.3)
год., (5.3)
де η = 10 % – процент невиходів робітників в зв’язку з виконанням держобов’язків, хворобою, відпусткою.
5.2.3. Визначаємо корисний фонд часу для устаткування:
 год.
= 225480 хв., (5.4)
год.
= 225480 хв., (5.4)
де Z = 2 – кількість змін;
μ = 5% – процент простою устаткування в ремонті та внутрішньо-змінні перерви.
Таблиця 5.6
 Розрахунок
корисного фонду
часу одного
робітника
Розрахунок
корисного фонду
часу одного
робітника
на 2000 рік
| Складові частини робочого часу | Дні | Години |
|
Число календарних днів Вихідні і святкові дні Номінальний фонд робочого часу Планові невиходи на роботу – всього: в тому числі:
Кількість наявних робочих днів Втрати робочого часу – всього: в тому числі скорочений робочий день:
Середня тривалість робочого дня Корисний фонд робочого часу |
366 118 - 22 15 1 1 4 1 226 - - - - - - |
2928 944 1978 176 120 8 8 32 8 1808 22 10 8 4 7,88 1780 |
5.3. Розрахунок параметрів потокової лінії
5.3.1. Розраховуємо такт потокової лінії:
 хв./шт.,
(5.5)
хв./шт.,
(5.5)
де Fкор.уст = 225480 хв. – корисний фонд часу устаткування;
N = 100000 шт. – умовно-річна програма.
5.3.2. Розраховуємо темп потокової лінії ( кількість деталей за годину):
 шт./год.,
(5.6)
шт./год.,
(5.6)
де t = 60 хвилин – одиниця часу.
 5.3.3.
Робимо
розрахунок
робочих місць
mр,
і коефіцієнта
завантаження
Кз:
5.3.3.
Робимо
розрахунок
робочих місць
mр,
і коефіцієнта
завантаження
Кз:
![]() ,
(5.7)
,
(5.7)
 ,
(5.8)
,
(5.8)
де mпр – прийнята кількість робочих місць.
 ;
;
![]() ;
;
 ;
;
![]() ;
;
 ;
;
![]() ;
;
 ;
;
![]() ;
;
 ;
;
![]() ;
;
 ;
;
![]() ;
;
 ;
;
![]() ;
;

 ;
;
![]() ;
;
![]() =
17,443
=
17,443
![]() =
17
=
17
Якщо на конвейєрі виконуються контрольні операції, то необхідно передбачити робочі місця для контролерів – 2 робочих місця, а також для забезпечення безперервної роботи конвейєра резервні робочі місця в розмірі 8 – 10 % від mпр.
Тоді загальна кількість робочих місць на конвейєрі визначається слідуючим чином:
mзаг1 = mпр1 + mкон1 + mрез1 = 17 + 2 + 2 = 21, (5.9)
де mкон = 2 – робочі місця для контролерів;
mрез = 2 – резервні робочі місця.
Аналогічно проведемо розрахунок по другому варіанту:
 ,
(5.10)
,
(5.10)
mпр2 = 46 чол.
mзаг2 = mпр2 + mкон2 + mрез2
5.3.4. Розраховуємо скорочення кількості робочих місць
Δm = mзаг2 – mзаг1 = 53 – 21 = 32 чол., (5.11)
5.3.5. Розраховуємо довжину потокової лінії:
 ,
(5.12)
,
(5.12)
де lo = 1 м – крок конвеєра.
 м;
м;
 м
м
5.3.6. Розраховуємо площу, яку займає конвейєр:
Sк = (Н + П)Lр (5.13)
де П = 2,5 м – проходи, проїзди;
Н = 1,5 м – ширина конвейєрної стрічки.
Sк1 = (2,5 + 1,5)10,5 = 42 м2;
Sк2 =(2,5 + 1,5)26,5 = 106 м2.
5.3.7. Визначаємо загальну площу дільниці, яку займає конвеєр з урахуванням площі підсобних приміщень, робочих місць службовців.Вона становить 120 % від площі конвеєра:
Sзаг = 1,2Sк м2 (5.14)
Sзаг1 = 1,242 = 50,4 м2;
Sзаг2 = 1,2106 = 127,2 м2.
5.3.8. Визначаємо скорочення загальної площі дільниці:
ΔSзаг = Sзаг1 – Sзаг2 = 127,2 – 50,4 = 76,8 м2, (5.15)
5.3.9. Розраховуємо швидкість руху конвейєра:
 м/хв.
(5.16)
м/хв.
(5.16)
5.3.10. Розраховуємо тривалість технологічного циклу для розподільчого конвеєра:
 ,
(5.17)
,
(5.17)
 хв.;
хв.;
 хв.
хв.
5.3.11. Розраховуємо скорочення тривалості технологічного циклу для розподільчого конвеєра:
ΔТц = Тц1 – Тц2 = 183,53 – 72,72 = 110,81 хв., (5.18)
5.3.12. Визначаємо запас на конвейєрній лінії
5.3.12.1. Технологічний запас Zтех включає всі деталі, схеми, що знаходяться на робочих місцях в процесі монтажу і складання. Він дорівнює кількості робочих місць на конвейєрі:
Zтех = mзаг, (5.19)
Zтех1 = 21 шт.;
Zтех2 = 53 шт.
5.3.12.2. Визначаємо скорочення технологічного запасу:
ΔZтех = Zтех1 – Zтех2 = 53 – 21 = 32 шт.
5.3.12.3. Визначаємо Zтр, що включає всі елементи, схеми, розташовані на конвейєрі між робочими місцями:
Zтр = mзаг – 1, (5.20)
Zтр1 = 21 – 1 = 20 шт.;
Zтр2 = 53 – 1 = 52 шт.
5.3.12.4. Визначаємо скорочення транспортного запасу:
ΔZтр = Zтр1 – Zтр2 = 52 – 20 = 32 шт., (5.21)
5.3.12.5. Страховий запас (Zстр) створюється на операціях, недостатньо освоєних на виробництві, з метою запобігання зупинки виробничого процесу, на випадок виходу з ладу інструменту, устаткування і т.ін.
Як свідчить виробничий досвід, страховий запас становить 4 – 5 % від розміру змінного завдання Nзм:
 шт.,
(5.22)
шт.,
(5.22)
![]() шт.,
(5.23)
шт.,
(5.23)
5.3.12.6. Розрахунок обсягів незавершеного виробництва:
Nнез = Zтех + Zтр + Zстр = 21 + 20 + 11 = 52 шт., (5.24)
5.4. Розрахунок чисельності працюючих
5.4.1. Визначаємо чисельність основних робітників Росн. Наявна кількість основних робітників Росн.яв на конвеєрі визначається виходячи з кількості робочих місць з врахуванням змінності роботи:
Росн.яв = mпрZ, (5.25)
Росн.яв1 = 172 = 34 чол.;
Росн.яв2 = 462 = 92 чол.
5.4.2. Визначаємо умовну економію чисельності основних робітників:
ΔРосн.яв = Росн.яв1 – Росн.яв2 = 92 – 34 = 58 чол., (5.26)
5.4.3. Визначаємо спискову чисельність основних робітників:
Росн.сп = Росн.явКсп, (5.27)
де Ксп – коефіцієнт переводу наявної кількості робітників в спискову.
Визначаємо коефіцієнт переводу наявної кількості робітників в спискову:
 ,
(5.28)
,
(5.28)
Отримані дані підставляємо в формулу (5.27) і отримуємо результат:
Росн.сп1 = 341,11 = 37,7438 чол.;
Росн.сп2 = 921,11 = 102,12102 чол.
5.4.4. Визначаємо скорочення спискової чисельності основних робітників
ΔРосн.сп = Росн.сп1 – Росн.сп2 = 102 – 38 = 64 чол., (5.29)
5.4.5. Визначаємо чисельність допоміжних робітників Рдоп, яка становить 15 % від Росн.яв:
Рдоп = 0,15Росн.яв, (5.30)
Рдоп1 = 0,1534 = 5,15 чол.;
Рдоп2 = 0,1592 = 13,814 чол.
5.4.6. Знаходимо загальну чисельність робітників:
Рзаг = Росн + Рдоп, (5.31)
Рзаг1 = 34 + 5 = 39 чол.;
Рзаг2 = 92 + 14 чол.
 5.4.7.
Розраховуємо
чисельність
керівників
і спеціалістів
(вона становить
8 % від Рзаг)
5.4.7.
Розраховуємо
чисельність
керівників
і спеціалістів
(вона становить
8 % від Рзаг)
Рспец = 0,08Рзаг, (5.32)
Рспец1 = 0,0839 = 3,94 чол.;
Рспец2 = 0,08106 = 10,611 чол.
При розрахунку також необхідно враховувати норми обслуговування: 1 майстер на 20 – 25 робітників, а також режим роботи дільниці (змін) ; 1 технік-технолог приймається на виробничу дільницю.
5.4.8. Знаходимо загальну чисельність працюючих на дільниці:
Р = Рзаг + Рспец, (5.33)
Р1 = 39 + 4 = 43 чол.;
Р2 = 106 + 11 = 117 чол.
5.4.9. Розраховуємо середній розряд основних і допоміжних робітників:
для основних робітників:
 , (5.34)
, (5.34)
для допоміжних робітників:
 , (5.35)
, (5.35)
де f – розряд робітника.
Результати розрахунків заносимо до таблиці 5.7.
Таблиця 5.7
Чисельність працюючих дільниці
| Категорії працюючих дільниці | Кількість чоловік | Розряд | Питома вага, % |
|
1.Основні робітники 2.Допоміжні робітники: розподільник; комплектувальник; електромонтер; слюсар-інструм. 3.Службовці: змінний майстер; технолог-нормувальник; технік-технолог |
34 5 1 1 2 1 4 2 1 1 |
79,07 11,63 9,30 |
|
| Всього | 43 | - | 100 |
 5.5.
Розрахунок
фонду оплати
праці всіх
категорій
працюючих
5.5.
Розрахунок
фонду оплати
праці всіх
категорій
працюючих
5.5.1. Фонд оплати праці включає оплату праці основного виробничого персоналу підприємства, а також премії робітникам, керівникам, спеціалістам та іншим службовцям за виробничі результати, витрати на оплату праці нештатних працівників.
До складу витрат на оплату праці ФОП входять:
Зп.осн – виплати по заробітній платі за виконану роботу, розраховані на основі відрядних розцінок, тарифних ставок і посадових окладів;
Зп.дод – надбавки і доплати до тарифних ставок і окладів, в тому числі за роботу в нічний час, за суміщення професій, розширення зон обслуговування; премії за виробничі результати; вартість безкоштовного харчування і т.ін. згідно з діючим законодавством; оплата чергових, учнівських і додаткових відпусток, компенсація за невикористану відпустку, оплата пільгових годин підліткам, оплата годин, пов’язаних з виконанням держобов’язків, одноразова винагорода за вислугу років; оплата за час вимушеного простою і т.ін.; доплати у випадках тимчасової втрати працездатності до фактичного заробітку; оплата за роботу у вихідні і святкові дні, позаурочні години; інші витрати.
5.5.2. Розрахунок фонду оплати праці для основних робітників за відрядною системою оплати праці
Основна заробітна плата на одиницю продукції дорівнює відрядній розцінці Рвід.
5.5.2.1. Визначаємо основну зарплату на річну програму випуску:
Зп.осн = РвідNум.рік, (5.36)
Зп.осн1 = 0,43100000 = 43000 грн.;
Зп.осн2 = 1,12100000 = 112000 грн.
5.5.2.2. Визначаємо додаткову зарплату на річну програму випуску:
Зп.дод = Зп.оснКд, (5.37)
де Кд = 30 % – додаткова зарплата.
Зп.дод1 = 430000,3 = 12900 грн.;
Зп.дод2 = 1120000,3 = 33600 грн.
5.5.2.3. Визначаємо загальну зарплату на річну програму випуску:
Зп.заг = Зп.осн + Зп.дод, (5.38)
Зп.заг1 = 43000 + 12900 = 55900 грн.;
Зп.заг2 = 112000 + 33600 = 145600 грн.
5.5.2.4. Визначаємо середньомісячну зарплату робітника:
 ,
(5.39)
,
(5.39)
 де
12 – кількість
місяців року.
де
12 – кількість
місяців року.
 грн.;
грн.;
 грн.
грн.
Результати розрахунків вносимо до таблиці 5.8.
Таблиця 5.8
Фонд оплати праці основних робітників
| Кількість |
Зп.осн, грн. |
Кд, % |
Зп.дод, грн. |
Зп.заг, грн. |
Росн.яв, чол. |
Зп.ср, грн. |
|
| 1-ий варіант | на 1-цю | 0,43 | 30 | 0,13 | 0,56 | - | - |
|
Nум.рік |
43000 | 30 | 12900 | 55900 | 34 | 137,01 | |
| 2-ий варіант | на 1-цю | 1,12 | 30 | 0,34 | 1,46 | - | - |
|
Nум.рік |
112000 | 30 | 33600 | 145600 | 92 | 131,88 | |
| Результати розрахунків | на 1-цю | 0,69 | 30 | 0,21 | 0,90 | - | - |
|
Nум.рік |
69000 | 30 | 20700 | 89700 | 58 | 5,13 |
5.5.3. Розрахунок фонду оплати праці для допоміжних робітників за почасовою формою оплати праці
5.5.3.1. Визначаємо основну заробітну плату допоміжних робітників:
Зп.осн.доп = FкорСгодРдоп = 1780(20,77 + 30,86) = 7333,60 грн., (5.40)
де Fкор – корисний фонд часу для працюючих (див. с.);
Сгод – годинна тарифна ставка (див. табл. 5.1);
Рдоп – кількість допоміжних робітників (див. табл. 5.7).
5.5.3.2. Визначаємо додаткову заробітну плату допоміжних робітників:
Зп.дод.доп = Зп.осн.допКд = 7333,600,3 = 2200,08 грн. (5.41)
де Кд = 30 % – додаткова заробітна плата.
5.5.3.3. Визначаємо загальну заробітну плату допоміжних робітників:
Зп.заг.доп = Зп.осн.доп + Зп.дод.доп = 9533,68 грн., (5.42)
5.5.3.4. Визначаємо середню заробітну плату допоміжних робітників:
 грн.,
(5.43)
грн.,
(5.43)
де 12 – кількість місяців року.
Результати розрахунків вносимо до таблиці 5.9
 Таблиця
5.9
Таблиця
5.9
Фонд оплати праці допоміжних робітників
| Професія | Кількість, чол. | Розряд |
Сгод, грн. |
Зп.осн.доп, грн. |
Кд, % |
Зп.дод.доп, грн. |
Зп.заг.доп, грн. |
Зп.ср.доп, грн. |
| Розподільник | 1 | 3 | 0,77 | 1370,60 | 30 | 411,18 | 1781,18 | 148,48 |
| Комплектувальник | 1 | 3 | 0,77 | 1370,60 | 30 | 411,18 | 1781,18 | 148,48 |
| Електромонтер | 2 | 4 | 0,86 | 3061,60 | 30 | 918,48 | 3980,08 | 165,84 |
| Слюсар | 1 | 4 | 0,86 | 1530,80 | 30 | 459,24 | 1990,04 | 165,84 |
| Всього | 5 | - | - | 7333,60 | 30 | 2200,08 | 9533,68 | 158,89 |
5.5.4. Розрахунок фонду оплати праці для службовців
З метою створення умов для становлення ринку з 1.09.1996 року відмінена діюча система диференціації підприємств по оплаті праці керівників, спеціалістів та службовців. При цьому посадові оклади вказаним категоріям працюючих встановлюються самостійно, використовуючи централізовано затверджені розміри посадових окладів як орієнтир для диференціації оплати праці в залежності від професії, кваліфікації, складності і умов виконання робіт.
Оплата розраховується як сума добутку кожного посадового окладу на чисельність працівників і на кількість місяців їх роботи в плановому періоді
Для розрахунку ФОП службовців заповнюємо таблицю 5.10.
 Таблиця
5.10
Таблиця
5.10
Фонд оплати праці службовців
|
Посада |
Оклад, грн. |
Премія |
Середньо-місячна зарплата, грн. | Кіль-кість, чол. | Річний ФОП, грн. | |
|
% |
грн. |
|||||
|
Зм.майстер |
230 | 20 | 69,00 | 299,00 | 2 | 7176,00 |
| Технолог-норм. | 165 | 20 | 49,50 | 214,50 | 1 | 2574,00 |
| Технік-технолог | 150 | 20 | 45,00 | 195,00 | 1 | 2340,00 |
|
Всього |
- | - | - | - | 4 | 12090 |
5.5.5. Розрахунок фонду споживання
Фонд споживання складається з фонду оплати праці, а також премії і заохочення за рахунок прибутку та інших джерел. До них відносяться: матеріальна допомога, винагороди за підсумками роботи за рік, оплата додатково наданих за рішенням трудового колективу, надбавки до пенсій, одноразові допомоги ветеранам праці, що виходять на пенсію, доходи (дивіденди, проценти) по акціях і т.ін.
Для розрахунку фонду споживання заповнюємо таблицю 5.11.
Таблиця 5.11
Фонд споживання всіх категорій працюючих на дільниці
| Категорії працюючих | Чисель-ність, чол. | Річний ФОП, грн. | Премії | ФС,грн. |
Зп.ср, грн. |
|
| % | грн. | |||||
| 1.Робітники: | 39 | - | - | - | - | - |
| 1.1Основні | 34 | 55900,00 | 20 | 11180,00 | 67080,00 | 164,41 |
| 1.2Допоміжні | 5 | 9532,48 | 20 | 1906,50 | 11438,98 | 190,65 |
| 2.Службовці | 4 | 12090,00 | 20 | 2418,00 | 14508,00 | 302,25 |
| Всього | 43 | 77522,48 | 20 | 15504,50 | 93026,98 | 180,28 |
5.6. Калькуляція собівартості та оптової ціни виробу
Собівартість – це виражені в грошовій формі витрати на виробництво і реалізацію продукції.
Калькуляція – це розрахунок витрат на виробництво одиниці продукції за статтями витрат.
Розрахунки проводимо по двох варіантах (табл.5.12).
5.6.1.Розрахунок цехової собівартості:
Сцех = Со.м + Сдоп + Снф + Зп.заг + Всоц + Вп.фВф.з + ЦВ(А) + ЦВ(Б), (5.43)
Стаття 1. Сировина і основні матеріали:
Со.м = Со.м + ТЗВ, (5.44)
де ТЗВ = 15 % – транспортно-заготівельні витрати в %-х від Со.м.
Со.м = 2 + 0,152 = 2,3 грн.
Стаття 2. Куповані комплектуючі вироби та напівфабрикати:
Снф = Снф + ТЗВ, (5.45)
де ТЗВ = 15 % – транспортно-заготівельні витрати в %-х від Снф.
Снф = 48,1 + 0,1548,1 = 55,32 грн.
Стаття 3. Допоміжні матеріали:
Сдоп = Сдоп + ТЗВ, (5.46)
де ТЗВ = 15 % – транспортно-заготівельні витрати в %-х від Сдоп.
Сдоп = 2,81 + 0,152,81 = 3,23
Стаття 4. Основна заробітна плата основних робітників (табл.5.8):
Зп.осн1 = 0,43 грн.;
 Зп.осн2
= 1,12 грн.
Зп.осн2
= 1,12 грн.
Стаття 5. Зарплата додаткова (табл.5.8):
Зп.доп1 = 0,13 грн.;
Зп.доп2 =0,34 грн.
Зарплата загальна (табл.5.8):
Зп.заг = 0,56 грн.;
Зп.заг = 1,46 грн.
Стаття 6. Відрахування на соціальне страхування (становлять 4 % від загальної заробітної плати):
Всоц = 0,04Зп.заг, (5.47)
Всоц1 = 0,040,56 = 0,02 грн.;
Всоц2 = 0,041,46 = 0,06 грн.
Стаття 7. Відрахування до пенсійного фонду (становлять 32 % від загальної заробітної плати):
Вп.ф = 0,32Зп.заг, (5.48)
Вп.ф1 = 0,320,56 = 0,18 грн.;
Вп.ф2 = 0,321,46 = 0,47 грн.
Стаття 8. Відрахування у фонд зайнятості (становлять 1,5 % від загальної заробітної плати):
Вф.з = 0,32Зп.заг, (5.49)
Вф.з1 = 0,0150,56 = 0,01 грн.;
Вф.з2 = 0,0151,46 = 0,02 грн.
Стаття 9. Накладні цехові витрати по групі А (становлять 140 % від основної заробітної плати):
ЦВ(А) = 1,4Зп.осн, (5.50)
ЦВ(А)1 = 1,40,43 = 0,60 грн.;
ЦВ(А)2 = 1,41,12 = 1,57 грн.
де ЦВ(А) – витрати на утримання і експлуатацію устаткування
Стаття 10. Накладні цехові витрати по групі Б (становлять 160 % від основної заробітної плати):
ЦВ(Б) = 1,6Зп.осн, (5.51)
де ЦВ(Б) – загальноцехові витрати.
ЦВ(Б)1 = 1,60,43 = 0,69 грн.;
ЦВ(Б)2 = 1,61,12 = 1,79 грн.
5.6.2. Собівартість заводська:
Сзав = Сцех + Взз, (5.52)
де Взз – загальнозаводські витрати.
 Стаття
11. Загальнозаводські
витрати (становлять
350 % від основної
заробітної
плати):
Стаття
11. Загальнозаводські
витрати (становлять
350 % від основної
заробітної
плати):
Взз = 3,5Зп.осн, (5.53)
Взз1 = 3,50,43 = 1,51 грн.;
Взз2 = 3,51,12 = 3,92 грн.;
Сзав1 = 62,91 + 1,51 = 64,42 грн.;
Сзав2 = 66,22 + 3,92 = 70,14 грн.
5.6.3. Собівартість повна:
Спов = Сзав + Впв, (5.54)
де Впз – позавиробничі витрати.
Стаття 12. Позавиробничі витрати (становлять 35 % від заводської собівартості):
Впз = 0,35Сзав, (5.53)
Впз1 = 0,3564,42 = 22,55 грн.;
Впз2 = 0,3570,14 = 24,55 грн.;
Спов1 = 64,42 + 22,55 = 86,97 грн.;
Спов2 = 70,14 + 24,55 = 94,69 грн.
5.6.4. Оптова ціна:
Цопт = Спов + Ппл, (5.54)
де Ппл – плановий прибуток.
Стаття 13. Плановий прибуток:
Ппл = РСпов, (5.55)
де Р = 20 % – рентабельність.
Ппл1 = 0,286,97 = 17,39 грн.4
Ппл2 = 0,294,69 = 18,94 грн.;
Цопт1 = 86,97 + 17,39 = 104,36 грн.;
Цопт2 = 94,69 + 18,94 = 113,63 грн.
5.6.5. Відпускна ціна:
Цвід = Цопт + ПДВ, (5.56)
де ПДВ = 20 % – податок на додану вартість в % - х від Цопт.
Стаття 14. Податок на додану вартість:
ПДВ = 0,2Цопт, (5.57)
ПДВ1 = 0,2104,36 = 20,87 грн.;
ПДВ2 = 0,2113,63 = 22,73 грн.;
Цвід1 = 104,36 + 20,87 = 125,23 грн.;
Цвід2 = 113,63 + 22,73 = 136,36 грн.
Отримані дані заносимо в таблицю 5.12.
Таблиця 5.12
 Калькуляція
собівартості
на плату
Калькуляція
собівартості
на плату
| Статті витрат | Сума витрат, грн. | |||
| 1 варіант | 2 варіант | Відхилення (+,–) | Питома вага, % | |
| 1. Сировина, осн.матеріали | 2,3 | 2,3 | 0 | 2,64 |
| 2. Куповані комплектуючі вироби та напівфабрикати | 55,32 | 55,32 | 0 | 63,61 |
| 3. Допоміжні матеріали | 3,23 | 3,23 | 0 | 3,71 |
| 4. Основна заробітна плата | 0,43 | 1,12 | 0,69 | 0,50 |
| 5. Додаткова заробітна плата | 0,13 | 0,34 | 0,21 | 0,15 |
| 6. Відрахування на соц.страх | 0,02 | 0,06 | 0,04 | 0,02 |
| 7. Пенсійний фонд | 0,18 | 0,47 | 0,29 | 0,21 |
| 8. Фонд зайнятості | 0,01 | 0,02 | 0,01 | 0,01 |
| 9. Накладні цехові витрати по групі А | 0,60 | 1,57 | 0,97 | 0,6 |
| 10. Накладні цехові витрати по групі Б | 0,69 | 1,79 | 1,1 | 0,79 |
| Всього цехова собівартість | 62,91 | 66,22 | 3,31 | - |
| 11. Загальнозаводські витрати | 1,51 | 3,92 | 2,41 | 1,74 |
| Всього заводська собівартість | 64,42 | 70,14 | 5,72 | - |
| 12. Позавиробничі витрати | 22,55 | 24,55 | 2,00 | 25,93 |
| Всього повна собівартість | 86,97 | 94,69 | 7,72 | 100 |
| 13. Прибуток | 17,39 | 18,94 | 1,55 | - |
| Оптова ціна | 104,36 | 113,63 | 9,27 | - |
| 14. ПДВ | 20,87 | 22,73 | 1,86 | - |
| Відпускна ціна | 125,23 | 136,36 | 11,13 | - |
5.7. Розрахунок техніко-економічних показників дільниці
5.7.1. Випуск товарної продукції на одну гривню фонду оплати праці:
 грн./грн.,
(5.58)
грн./грн.,
(5.58)
5.7.2. Випуск продукції на 1 –ну гривню затрат:
 грн./грн.,
(5.59)
грн./грн.,
(5.59)
5.7.3. Випуск продукції на 1-го працюючого:
 ,
(5.60)
,
(5.60)
де Р – загальна чисельність працюючих дільниці;
Vo – плановий об’єм виробництва
Vо = ЦоптNум.рік = 104,36100000 = 10436000 грн., (5.61)
 грн./чол.
грн./чол.
5.7.4. Приріст продуктивності праці:
 %,
(5.62)
%,
(5.62)
5.7.5. Умовна економія робітників внаслідок зростання продуктивності праці:
 чол.,
(5.63)
чол.,
(5.63)
5.8. Аналіз беззбитковості та розрахунок цільового прибутку
5.8.1. Постійні витрати на весь обсяг умовно-річної продукції:
ΣР = (ЦВ(А) + ЦВ(Б) + Взз + Впз)Nум.рік = (0,60 + 0,69 + 1,51 + 22,55)
100000 = 2535000 грн., (5.64)
5.8.2. Змінні витрати:
m = Сцех – (ЦВ(А) + ЦВ(Б)) = 62,91 – (0,60 + 0,69) = 61,62 грн., (5.65)
5.8.3. Змінні витрати на весь обсяг умовно-річної програми:
Σm = mNум.рік = 61,62100000 = 6162000 грн., (5.66)
5.8.3. Повна собівартість продукції на весь обсяг умовно-річної програми:
ΣСпов = Σm + ΣР = 6162000 + 2535000 = 8697000 грн., (5.67)
5.8.4. Обсяг продукції у вартісних показниках:
В = ЦоптNум.рік = 104,36100000 = 10436000 грн., (5.68)
5.8.5. Норма беззбитковості:
 шт.,
(5.69)
шт.,
(5.69)
Приймаємо Nбез = 59313 шт.
5.8.6. Прибуток від реалізації продукції при умовно-річній програмі 100000 шт. буде становити:
Розраховані дані зводимо в таблицю 5.13.
Т аблиця
5.13
аблиця
5.13
Техніко-економічні показники дільниці
| Показники | Одиниці вимірювання | Цифрове значення |
| 1. Виробництво (Nум.рік) | шт. | 100000 |
| 2. Штучний час | хв. | 40,12 |
| 3. Плановий період | років | 1 |
| 4. Кількість змін | змін | 2 |
| 5. Чисельність працюючих, в тому числі: | чол. | 43 |
| робітники: | чол. | 39 |
| основні; | чол. | 34 |
| допоміжні | чол. | 5 |
| службовці: | чол. | 4 |
| 6. Середній розряд: осн.робітників/доп. робітників | розряд | 2,2/3,6 |
| 7. Фонд оплати праці, в тому числі: | грн. | 77522,48 |
| основні робітники; | грн. | 55900,00 |
| допоміжні робітники; | грн. | 9532,48 |
| службовці | грн. | 12090,00 |
| 8. Середньомісячна зарплата, в тому числі | грн. | 180,28 |
| основних робітників; | грн. | 164,41 |
| допоміжних робітників; | грн. | 190,65 |
| службовців | грн. | 302,25 |
| 9. Параметри потокової лінії: | ||
| такт; | хв. | 2,3 |
| темп; | шт./год. | 26 |
| кількість робочих місць; | шт. | 17 |
| коефіцієнт завантаження робочих місць | 1,026 | |
| довжина потоку | м | 10,5 |
| крок потокової лінії | м | 1 |
| швидкість руху конвейєра | м/хв. | 0,43 |
| 10. Калькуляція собівартості | ||
| собівартість повна | грн. | 86,97 |
| рентабельність | % | 20 |
| прибуток | грн. | 17,39 |
| ціна оптова | грн. | 104,36 |
| 11. Об’єм виробництва | грн. | 10436000 |
| 12.Випуск товарної продукції на 1 грн.ФОП | грн./грн. | 186,36 |
| 13.Випуск товарної продукції на 1 грн.затрат | грн./грн. | 0,83 |
| 14. Випуск продукції на 1-го працюючого | грн./чол. | 242697,67 |
| 15. Економічний ефект: | ||
| скорочення числа робочих місць | шт. | 32 |
| економія чисельності робітників | чол. | 58 |
| скорочення норм часу | хв. | 66,18 |
| приріст продуктивності праці | % | 164,96 |
| 17. Норма беззбитковості | шт. | 59313 |
5.8.7. Структура аналізу беззбитковості показана на рис. 5.1.
Висоновок: в результаті впровадження групової пайки, тривалість виробничого циклу скоротилась на 66,18 хв.; число робочих місць зменшилось на 32, в результаті чого була досягнута економія чисельності робітників – 58 чоловік; приріст продуктивності праці становить 164,96%; собівартість продукції зменшилась на 7,72 грн., внаслідок чого було отримано прибутку на сумму 173900 грн.
 6.
ЗАХОДИ З ТЕХНІКИ
БЕЗПЕКИ ТА
ПРОТИПОЖЕЖНОГО
ЗАХИСТУ
6.
ЗАХОДИ З ТЕХНІКИ
БЕЗПЕКИ ТА
ПРОТИПОЖЕЖНОГО
ЗАХИСТУ
6.1. Загальні питання організації техніки безпеки на радіотехнічному підприємстві
6.1.1. Хімічні речовини, що легко спалахують і пальні рідини в даний час широко застосовуються в промисловості. Поряд із корисними для потреб людини властивостями багато з цих речовин при їхньому перевезенні, збереженні і застосуванні в роботі становлять небезпеку не тільки для працюючих із ними, але і для навколишніх тобто створює загрозу для суспільної безпеки. Хімічні речовини до складу яких входять епоксидні смоли, розчинники: бензол, луол, створюють токсичну дію на організм людини, здатні викликати захворювання шкіри, подразнення слизової оболонки шкіри, подразнення слизової оболонки очей, дихальних шляхів і інші захворювання.
6.1.2. Серед хімічних речовин є сильнодіючі речовини (СДР), діхлопетан, чотирьоххлористий вуглець, кислоти: сірчана, азотна, соляна, плавікова.
6.1.3. Пари цих речовин при попаданні усередину організму можуть викликати не тільки різноманітні захворювання, але і серйозні отруєння.
6.1.4. До легкоспалахуючих і горючих рідин (ЛСР і ГР) відносяться більшість розчинників, багато з яких дуже летючі й у сполученні з повітрям утворять вибухові суміші (ацетон, бензол, толуол, уайтспирит, скипидар, бензин, гас, спирти, ефір і ін.). ЛСР здатні при температурі виробничих помешкань швидко спалахувати навіть від незначних малокалорійних джерел тепла (контактів реле, іскри вмикачів статичної електрики).
6.1.5. Особи, що виконують роботу пов'язану з одержанням, транспортуванням, видачею безпосереднім застосуванням у виробничому процесі хімічних і отруйних речовин, що легко спалахують і пальних рідин, можуть бути допущені до виконання цих операцій тільки після проходження всіх інструктажів із техніки безпеки.
6.1.6. Особи пов'язані з постійною роботою з СДР, хімічними речовинами, ЛСР і ГР крім інструктажу повинні бути навчені по спеціальній програмі. Знання осіб, що пройшли спеціальне навчання, повинні перевірятися атестаційною комісією в складі: начальника цеху (або його заступника), майстра або керівника робіт, інженера по техніці безпеки, суспільного інспектора охороні праці і при позитивній оцінці їм видається посвідчення.
 Наказом
(розпорядженням)
керівника
підрозділу
атестовані
особи допускаються
до виконання
робіт із СДР.
Наказом
(розпорядженням)
керівника
підрозділу
атестовані
особи допускаються
до виконання
робіт із СДР.
6.1.7. Повторна перевірка знань проводиться не рідше 1разу на рік.
6.1.8. До роботи зі СДР, хімічними речовинами, ЛСР і ГР не допускаються підлітки до 18 років, а також вагітні і жінки, що годують. Персонал, що виконує роботу з зазначеними речовинами повинний проходити попередній, а надалі періодичний медичний огляд.
6.2. Заходи з техніки безпеки та протипожежному захисту на робочому місці
6.2.1. Відповідальність за пожежну безпеку і дотримання протипожежних режимів у виробничих і побутових помешканнях монтажно-складальної дільниці покладається на керівника дільниці.
6.2.2. Робітники, що поступають на роботу, зобов'язані пройти первинний протипожежний інструктаж про дотримання загальних правил протипожежного режиму на підприємстві.
6.2.3. Повторний протипожежний інструктаж здійснюється безпосередньо на робочому місці одночасно з інструктажем із техніки безпеки керівником дільниці.
6.2.4. Всі виробничі, складські, службові й інші помешкання дільниці перед закриттям підлягають обов'язковому огляду начальником цеху або його заступником і черговим по цеху.
6.2.5. Виробничі, службові і побутові помешкання дільниці повинні постійно утримуватися в чистоті і порядку. Виробничі відходи під час роботи треба берегти в металевих ящиках, що закриваються. Всі виробничі відходи (металева і неметалева стружка, відходи паперу, обтиральний матеріал і ін.) по закінченні робочої зміни вивозити в спеціально відведені місця, у стружкозбірники і сміттєзбиральники.
6.2.6. Забороняється паління на робочих місцях і на території цеху за винятком спеціально обладнаних місць, що позначені табличкою «Місце для паління».
6.2.7. Забороняється захаращувати проходи в помешканнях дільниці й у місцях, де знаходиться пожежний інвентар, а також проходи основних і запасних виходів.
6.2.8. У разі потреби евакуацію особового складу дільниці робити у відповідності зі схемою евакуації і сформованої обстановки.
6.2.9. Використання ЛСР для миття устаткування і підлог категорично забороняється. Для цих цілей можуть бути використані: охолодна емульсія, содові і мильні розчини.
 6.2.10.
Промивання
плат і інших
вузлів ЛСР
і ГР
(бензин, гас,
ацетон і ін.)
дозволяється
тільки у витяжній
шафі.
6.2.10.
Промивання
плат і інших
вузлів ЛСР
і ГР
(бензин, гас,
ацетон і ін.)
дозволяється
тільки у витяжній
шафі.
Берегти ЛСР і ГР у нормованих на робочий день кількостях у небиткій тарі, що щільно закривається.
По закінченні роботи весь посуд із рідинами, що зостались, повинна бути винесена в спеціальну металеву шафу, встановленій за межами цеху.
6.2.11. Відходи ЛСР і ГР протягом робочої зміни зливати в спеціально призначений посуд, а по закінченні робочої зміни виносити з помешкання на пункт зливу відходів.
6.2.12. Роботи з припоями, лаками, клеями і компаундами виконувати на робочих місцях із включеною місцевою витяжкою.
6.2.13. Забороняється виконувати виробничі операції на устаткуванні, установках і верстатах із несправностями, що можуть призвести до загоряння і пожеж.
6.2.14. Робота технологічного устаткування і його навантаження повинні відповідати вимогам паспортних даних і технологічного регламенту.
6.2.15. Температура поверхонь устаткування під час роботи не повинна перевищувати температуру навколишнього повітря більш ніж на 45о (у усіх випадках повинна бути не вище 60о).
6.2.16. Технологічне і вантажопід’ємне устаткування повинно проходити поточний і капітальний ремонт відповідно до технічних умов і в строки, визначені графіком, затвердженим головним інженером підприємства.
На устаткуванні, у якого минув строк роботи до ремонту, працювати забороняється.
6.2.17. Спецодяг робітників берегти в розгорнутому вигляді в металевих шафах побутового помешкання.
6.2.18. Забороняється користуватися у всіх помешканнях електронагрівальними приладами (плитками, чайниками, кип'ятильниками, камінами й ін.) для цілей опалення, готування їжі, кип'ятіння чаю.
Для готування окропу дозволяється користуватися електрокип'ятильником, встановленим в побутовому помешканні.
6.2.19. Застосування і використання у виробничих і службових помешканнях електронагрівальних приладів для виробничих цілей відповідно до технологічного процесу може бути допущене з письмового дозволу керівника підприємства при позитивному висновку головного енергетика і протипожежної служби підприємства.
 6.2.20.
Забороняється
сушити ганчірки,
спецодяг на
трубах і батареях
опалення, а
також берегти
спаленні предмети
і матеріали
ближче 10 сантиметрів
від них.
6.2.20.
Забороняється
сушити ганчірки,
спецодяг на
трубах і батареях
опалення, а
також берегти
спаленні предмети
і матеріали
ближче 10 сантиметрів
від них.
6.2.21. Не дозволяється захаращувати силові зборки, розподільні й інші електроустановки.
6.2.22. Установку тимчасового електроустаткування і проведення електропроводів необхідно узгодити з протипожежною службою підприємства.
6.2.23. Не допускається на робочих місцях наявності оголених електропроводів.
6.2.24. Забороняється користуватися ушкодженими розетками, розгалуджувальними і єднальними коробками, рубильниками й іншими приладами.
6.2.25. Переносні світильники повинні бути обладнані захисними скляними ковпаками і сітками.
6.2.26. Несправності в електромережах і електроапаратурі, що можуть викликати іскріння, коротке замикання, перегрів ізоляції і кабелів, повинні негайно усувати чергові електрики. Несправну електромережу необхідно відключити і викликати чергового електрика для усунення несправності.
6.2.27. Електрозварювальні й інші вогневі роботи на дільниці дозволяється робити тільки після одержання спеціального дозволу від начальника цеху й узгодження з пожежною охороною підприємства відповідно до «Правил пожежної безпеки».
6.2.28. Проводити постійний контроль за роботою вентиляційних установок. При виявленні несправності негайно відключити вентиляційну систему і викликати чергового по вентиляційних системах для усунення несправності.
6.2.29. При виникненні пожежі в помешканні з вентиляційною установкою її варто негайно виключити і перекрити шиберною заслінкою.
6.2.30. Відповідальність за цілість первинних засобів пожежогасіння на дільниці, а також спостереження і догляд за ними покладається на керівника дільниці.
6.2.31. Весь особовий склад дільниці повинний знати місце розташування первинних засобів пожежогасіння і вміти застосовувати їх у випадках гасіння пожежі. Використання засобів пожежогасіння не по призначенню категорично забороняється.
6.2.32. Робітники дільниці у випадку виникнення пожежі зобов'язані:
оголосити пожежну тривогу на дільниці;
негайно викликати пожежну допомогу по телефону (повідомити, де пожежа, що горить, хто повідомляє);
вжити заходів по евакуації людей, якщо їм загрожує небезпека, і ліквідації пожежі наявними засобами пожежогасіння (вогнегасники, внутрішні пожежні крани, пісок і ін.).
 6.2.33.
Кожний працюючий
на дільниці
зобов'язаний
чітко знати
і суворо виконувати
встановлені
правила пожежної
безпеки, не
допускати дій,
що можуть спричинити
пожежу або
загоряння.
6.2.33.
Кожний працюючий
на дільниці
зобов'язаний
чітко знати
і суворо виконувати
встановлені
правила пожежної
безпеки, не
допускати дій,
що можуть спричинити
пожежу або
загоряння.
6.2.34. Особи, винні в порушенні правил пожежної безпеки, у залежності від характеру порушень і їхніх наслідків, відповідають у дисциплінарному, адміністративному і судовому порядку.
6.3. Розробка заходів з охорони навколишнього середовища
У умовах науково-технічної революції охорона навколишнього середовища (ОНС) стала однією з самих гострих і актуальних проблем сучасності. ОНС представляє систему державних і суспільних заходів, що забезпечують збереження природного середовища, придатного для життєдіяльності нинішніх і майбутніх поколінь.
Для очищення стічних вод, що надходять у відкриті водойми (ріки, озера, моря), будуються очисні споруди а для очищення повітря, що викидається в атмосферу, – газопиловловлюючі установки.
Призначення очисних споруд і газопиловловлюючих установок – довести до необхідної чистоти воду і повітря, щоб наявність шкідливих речовин у них не перевищувало гранично допустимої концентрацію (ГДК).
Для локального очищення стічних промислових вод застосовуються різноманітні установки. Установка очищення промислових стоків ОПС-У застосовується для очищення стічних вод гальванічних цехів (дільниць) від хрому й іонів важких металів. настанова УР-1 призначена для регенерації розчину, використовуваного при травленні міді, а установка” Лотос” – для очищення деталей у розчинниках з одночасною його регенерацією. Застосовуються також установки АП-500 і ВВН-250 для очищення відпрацьованого ацетону від домішок і установка регенерації диметилформамида.
 Після
локального
очищення дочищення
стічних вод
відбувається
на очисних
спорудах.
Після
локального
очищення дочищення
стічних вод
відбувається
на очисних
спорудах.
Скидання виробничих стічних вод у міську каналізацію повинний скорочуватися також за рахунок застосування раціональних технологічних процесів, упровадження безстічної технології, повного або часткового водооборот, повторного використання стічних вод.
З метою огородження навколишнього природного середовища від шкідливих хімічних впливів необхідно сполучити методи уловлювання газів, що відходять, від технологічних процесів з одночасною їхньою утилізацією, а при неможливості регенерації й утилізації встановлювати газопиловловлюючі пристрої. Газовловлювання відбувається в основному трьома засобами. До першого засобу відноситься “сухе” очищення за допомогою твердих поглинаючих речовин або каталізаторів. Другий засіб – “рідинний”, заснований на адсорбції витягаємого компоненту рідким сорбентом. Третій засіб без поглиначів і каталізаторів, заснований на конденсації домішок і на дифузійних процесах (термодифузія, поділ через пористі перегородки).
Для очищення що викидається повітря від органічних розчинників широко застосовуються адсорбери типу А-1 і А-6, у яких сорбентом є поліакрилонітрильна полотнина, модифікована активованим вугіллям АГ-3. Для очищення повітря від парів кислот застосовуються фільтри типу УИФ-2, де фільтруючим матеріалом служать іонообмінний волокнистий матеріал типу віон, копан.
Очищення від пилу повітря, що викидається в атмосферу, і в рециркулярних системах провадиться різноманітними пилоотвідниками і фільтрами.
Найбільш часто при склеюванні деталей використовують клеї на основі фенолформальдегідних, кремнійорганичних і эпоксідних смол.
Фенолформальдегідні
смоляні клеї
вогненебезпечні,
виділяють пари
фенолу, формальдегіду,
розчинників,
пил також токсичний
(містить
фенол); при роботі
з клеєм можливе
захворювання
шкіри рук,
подраз нення
дихальних
шляхів, розлад
травлення й
ін. ПДК
фенолу – 0,3 мг/м3;
формальдегіду
– 0,5 мг/м3.
нення
дихальних
шляхів, розлад
травлення й
ін. ПДК
фенолу – 0,3 мг/м3;
формальдегіду
– 0,5 мг/м3.
Кремнійорганічний клей являє собою розчин кремнійорганічних смол в органічних розчинниках, таких як толуол, що є токсичним, діє на кров, кровотворні органи і центральну нервову систему. До цієї групи клеїв відносяться клей КТ-17.
Эпоксидні клеї є токсичними.
Шкідливими є клеї БФ, БФ-2, БФ-4, що складаються зі спиртового розчину фенольних і полівінілових смол; термопреновий клей, що представляє собою натуральний каучук, розчинений у бензині; перхлорвініловий – розчин перхлорвінілової смоли в дихлоретані і багато інших.
Процес пайки супроводжується забрудненням повітряного середовища, робочих поверхонь, одягу і шкіри рук працюючих свинцем, це може призвести до свинцевих отруєнь організму і викликати зміни крові, нервової системи і судин.
Для захисту від окислювання місць пайки застосовують флюси: каніфольно-спиртовий при пайці припоями ПОС-40, ПОС-61 і ПОСК-50, хлористий цинк при пайці і луженні припоями ПОС-18 і ПОС-30. Каніфоль подразнює шкіру, може викликати сип, а хлористий цинк може викликати сильне подразнення, пропалювати шкіру і слизові оболонки.
Промивання плат відбувається в ізопропиловому спирті й ацетоні. При використанні спирту й ацетону необхідно враховувати, що ці речовини є пожежонебезпечними і шкідливими для здоров'я.
Хімічне очищення плат відбувається розчинами фосфатів, натрієвої соди, натрієвого лугу й ін. При постійній роботі з розчинами часті різноманітні хронічні поразки шкіри. Дуже небезпечно влучення навіть найменших кількостей NaOH в очі.
У процесі хімічного медніння застосовуються шкідливі речовини: сірчані, соляні, азотна кислоти, хлорна мідь, хлористий палладій, гідроокис натрію, сегнетова сіль, трихлоретилен.
Для травлення міді з проблемних ділянок плат використовуються ряд травників: хлорне залізо, персульфат амонію, хлорна мідь, сплав ”Розе”, хромовий ангідрид із сірчаною кислотою і ряд інших є токсичними речовинами. До роботи з цими травниками допускаються особи, що навчені безпечним прийомам роботи і пройшли інструктаж на робочих.
ВИСНОВОК
У результаті виконання дипломного проекту був розроблений комплект конструкторської документації на прилад “Детонометр”. Цей документ на прилад у сукупності визначає склад і устрій приладу і вміщає необхідні данні для його виконання, дає опис приладу і принципи його роботи, а також обгрунтування прийнятих при його розробці технічних і техніко-економічних рішень. Розроблений детонометр придатний до масового випуску на конвеєрній лінії, тому що технологічний процес виготовлення виробу відповідає вимогам технологічності, виготовляється при мінімальних затратах праці і відповідає експлуатаційним нормам.
В результаті розробки детонометра був зроблений розрахунок плати, надійності, а також тансформатора та стабілізованого блока живлення. Також була розроблена маршрутна технологія виготовлення друкованої плати. В результаті розрахунку економічного розділу була розрахованв оптова ціна виробу – 104,36 грн.
Прилад має високу надійність, тобто здатний безвідмовно виконувати задані функції, тобто вимірювати відхилення швидкості магнітної стрічки та коефіцієнт детонації у відповідних умовах експлуатації протягом досить тривалого часу. В конструкції максимально використані стандартні і нормалізовані вироби. Детонометр має невеликі габаритні розміри, споживає малу кількість електроенергії. Прилад простий і зручний в експлуатації.
 Вступ
Вступ
Бурхливий розвиток науки і техніки на сучасному етапі науково-технічної революції, проникнення людини в космос і глибини океану, ретельне вивчення природних ресурсів нашої планети призводить до створення великих обсягів інформації, необхідності передачі по каналах зв'язку потужних інформаційних потоків і представлення її у вигляді, зручному для сприйняття людини або обробки машиною. Для одержання, передачі й обробки інформації створюються спеціальні інформаційні системи, до числа яких відносяться комплекси звукового і телевізійного віщання, системи зв'язку і телеметрії, інформаційні підсистеми АСУ й ін.
Виконання перерахованих і багатьох інших завдань неможливо без пристроїв, що запам'ятовують, у якості яких використовуються апарати магнітного запису (АМЗ). Сучасні АМЗ - складні пристрої, що входять до складу великих радіокомплексів і забезпечують можливість їх функціонування. Можна без перебільшення сказати, що без АМЗ були б неможливі такі сучасні напрямки науки і техніки, як космонавтика, обчислювальна техніка, телеметрія і керування, наукове приладобудування.
Магнітний запис розвивається на стику багатьох наук - радіоелектроніки, точної механіки, автоматики, фізики, хімії. Цим, з одного боку, визначається складність взаємодії окремих вузлів АМЗ і, з іншого боку, складність аналізу явищ, що відбуваються в процесі запису - відтворення. Цим же пояснюється і той факт, що розробкою АМЗ зайняті фахівці різного профілю, причому ті, хто, наприклад, зайнятий конструюванням транспортуючого механізму або розробкою носіїв запису в силу неминучої спеціалізації не завжди достатньо ясно уявляють собі, які вимоги до розроблювальних ними вузлів АМЗ пред'являє обраний метод перетворення сигналу. У силу цієї ж спеціалізацїї основні публікації в галузі магнітного запису присвячені окремим аспектам теорії і техніки запису, а розроблювачів апаратури, як правило, цікавить питання про те, яким чином зміна параметрів окремих блоків або вузлів АМЗ позначиться на результуючих характеристиках системи в цілому, які вимоги варто пред'явити до вузлів АМЗ із тим, щоб забезпечити з мінімальною витратою засобів необхідні метрологічні характеристики апарата і т.д.
У ще більш складному становищі знаходяться користувачі АМЗ. Вирішуючи задачу про придатність АМЗ у проектованій системі, вони вимушені користуватися комплексом показників, що наводяться у паспортах на АМЗ, таких як амплітудно-частотна характеристика, нелінійні перекручування, коефіцієнт коливань швидкості, динамічний діапазон. Проте, із погляду споживачів, найбільший інтерес представляє оцінка того, на скільки спотвориться по заданому критерії сигнал у процесі запису - відтворення і як ці перекручування позначаться на результуючих метрологічних характеристиках комплексу в цілому. Якщо врахувати, що навіть той самий апарат може виявитися «точним» або «неточним» у залежності від виду обробки вихідного сигналу, то стають ясними причини багатьох невдач і навіть гірких розчарувань, що настигли фахівців, що намагалися розглядати АМЗ як «чорну шухляду» і застосовувати на удачу узяті апарати в розроблювальних системах передач і обробки інформації. Не випадково і те, що АМЗ дуже часто виявляються самим «вузьким місцем» великих радіокомплексів і тому обмежують їхньі можливості.
|
Поз. познач. |
Найменування |
Кільк. |
Примітка | ||||||||||
|
|
|||||||||||||
Конденсатори КМ-6 ОЖ0.460.171 ТУ |
|||||||||||||
Конденсатори КСО-2 ОЖ0.461.082 ТУ |
|||||||||||||
Конденсатори К73-24а ОЖ0.461.139 ТУ |
|||||||||||||
Конденсатори К76П-1б ОЖ0.461.028 ТУ |
|||||||||||||
Конденсатори К50-6 ОЖ0.464.031 ТУ |
|||||||||||||
|
С1 |
КМ-6-П33-1000 пФ±10% |
1 |
|||||||||||
|
С2 |
КСО-2-П33-1500 пФ±10% |
1 |
|||||||||||
|
С3 |
КМ-6-П33-1500 пФ±10% |
1 |
|||||||||||
|
С4 |
КСО-2-П33-1500 пФ±10% |
1 |
|||||||||||
|
С5 |
КМ-6-М1500-0,01 мкФ±10% |
1 |
|||||||||||
|
С6 |
КМ-6-М750-6800 пФ±10% |
1 |
|||||||||||
|
С7 |
КМ-6-Н90-1 мкФ±10% |
1 |
|||||||||||
|
С8 |
КМ-6-Н30-0,022 мкФ±10% |
1 |
|||||||||||
|
С9 |
КМ-6-Н30-0,1 мкФ±10% |
1 |
|||||||||||
|
С10 |
К73-24а-820 пФ±5% |
1 |
|||||||||||
|
С11 |
К73-24а-0,047 мкФ±5% |
1 |
|||||||||||
|
С12 |
КМ-6-Н30-0,068 мкФ±10% |
1 |
|||||||||||
|
С13 |
КМ-6-Н90-1 мкФ±10% |
1 |
|||||||||||
|
С14 |
К76П-1б-22 мкФ±5% |
1 |
|||||||||||
|
С15 |
К73-24а-1 мкФ±5% |
1 |
|||||||||||
|
С16 |
К50-6-10В-50 мкФ±10% |
1 |
|||||||||||
|
С17 |
КМ-6-Н30-0,068 мкФ±10% |
1 |
|||||||||||
|
С18 |
К73-24а-0,1 мкФ±5% |
1 |
|||||||||||
|
С19,С20 |
К50-6-15В-20 мкф±10% |
2 |
|||||||||||
|
С21 |
КМ-6-Н30-0,1 мкФ±10% |
1 |
|||||||||||
С22…С24 |
К50-6-25В-200 мкФ±10% |
3 |
|||||||||||
С25…С27 |
К50-6-25В-50 мкФ±10% |
3 |
|||||||||||
|
Р-4260.024.001ПЕ3 |
|||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||
| Розроб. | Шестопал |
ДЕТОНОМЕТР Перелік елементів |
Літ. | Аркуш | Аркушів | ||||||||
| Перевір. | Пашковська |
1 |
5 |
||||||||||
СБТ КДАВТ |
|||||||||||||
| Н Контр. | Пашковська | ||||||||||||
| Затверд. | |||||||||||||
Поз.познач. |
Найменування |
Кільк. |
Примітка |
||||||||||
Мікросхеми К155 бко.348.006 ТУ |
|||||||||||||
|
Мікросхеми К574 бко.348.350 ТУ |
|||||||||||||
|
Мікросхеми К140 бко.348.095 ТУ |
|||||||||||||
|
DA1 |
К140УД7 |
1 |
|||||||||||
|
DA2 |
К574УД1А |
1 |
|||||||||||
DA3,DA4 |
К140УД8А |
2 |
|||||||||||
|
DA5 |
К140УД6 |
1 |
|||||||||||
|
DA6 |
К140УД8А |
1 |
|||||||||||
|
DA7 |
К140УД7 |
1 |
|||||||||||
|
DD1 |
К155АГ1 |
1 |
|||||||||||
|
FU1 |
Запобіжник ВП1-1-3А ОЮ0.480.003 ТУ |
1 |
|||||||||||
|
HL1 |
Лампа ТН-02-15В ГОСТ 9005-9 |
1 |
|||||||||||
|
РА1 |
Мікроамперметр М592А-100мкА ТУ 25-04.2222-78 |
1 |
|||||||||||
|
РА2 |
Мікроамперметр М1690А-200мкА ТУ 25-04.2750-78 |
1 |
|||||||||||
|
Резистори МЛТ ГОСТ 7113-78 |
|||||||||||||
|
Резистори СП3-22а ГОСТ 23386-78 |
|||||||||||||
|
Резистори СП3-4аМ ГОСТ 22378-77 |
|||||||||||||
|
R1 |
СП3-22-0,25-5,1 кОм±10% |
1 |
|||||||||||
|
R2 |
МЛТ-0,25-30 кОм±10% |
1 |
|||||||||||
|
R3 |
МЛТ-0,25-20 кОм±10% |
1 |
|||||||||||
|
R4 |
МЛТ-0,25-68 кОм±10% |
1 |
|||||||||||
|
R5 |
МЛТ-0,25-820 кОм±10% |
1 |
|||||||||||
|
R6 |
МЛТ-0,25-15 кОм±10% |
1 |
|||||||||||
|
R7 |
МЛТ-0,25-27 кОм±10% |
1 |
|||||||||||
|
R8 |
МЛТ-0,25-33 кОм±10% |
1 |
|||||||||||
|
R9 |
МЛТ-0,25-3,3 кОм±10% |
1 |
|||||||||||
|
R10 |
МЛТ-0,25-1 МОм±10% |
1 |
|||||||||||
|
R11,R12 |
МЛТ-0,25-10 кОм±10% |
2 |
|||||||||||
|
Р-4260.024.001ПЕ3 |
Арк. | ||||||||||||
|
2 |
|||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||
Поз.познач. |
Найменування |
Кільк. |
Примітка |
||||||||||
|
R13 |
МЛТ-0,25-56 кОм±10% |
1 |
|||||||||||
|
R14 |
СП3-22-0,25-10 кОм±10% |
1 |
|||||||||||
|
R15 |
МЛТ-0,25-100 кОм±10% |
1 |
|||||||||||
|
R16,R17 |
МЛТ-0,25-6,8 кОм±10% |
2 |
|||||||||||
|
R18 |
МЛТ-0,25-1 кОм±10% |
1 |
|||||||||||
|
R19,R20 |
МЛТ-0,25-10 кОм±10% |
2 |
|||||||||||
|
R21 |
МЛТ-0,25-100 кОм±10% |
1 |
|||||||||||
|
R22 |
МЛТ-0,25-120 кОм±10% |
1 |
|||||||||||
|
R23 |
МЛТ-0,25-6,8 кОм±10% |
1 |
|||||||||||
|
R24,R25 |
МЛТ-0,25-120 кОм±10% |
2 |
|||||||||||
|
R26 |
МЛТ-0,25-470 кОм±10% |
1 |
|||||||||||
|
R27 |
МЛТ-0,25-120 кОм±10% |
1 |
|||||||||||
|
R28 |
МЛТ-0,25-15 кОм±10% |
1 |
|||||||||||
|
R29 |
МЛТ-0,25-200 кОм±10% |
1 |
|||||||||||
|
R30 |
МЛТ-0,25-3,9 кОм±10% |
1 |
|||||||||||
|
R31 |
МЛТ-0,25-15 кОм±10% |
1 |
|||||||||||
|
R32 |
МЛТ-0,25-33 кОм±10% |
1 |
|||||||||||
|
R33 |
МЛТ-0,25-200 кОм±10% |
1 |
|||||||||||
|
R34 |
МЛТ-0,25-5,1 кОм±10% |
1 |
|||||||||||
|
R35 |
СП3-4аМ-0,25-470 Ом±10% |
1 |
|||||||||||
|
R36 |
МЛТ-0,25-33 кОм±10% |
1 |
|||||||||||
|
R37 |
МЛТ-0,25-3,3 кОм±10% |
1 |
|||||||||||
|
R38 |
СП3-22-0,25-10 кОм±10% |
1 |
|||||||||||
|
R39 |
СП3-22-0,25-100 кОм±10% |
1 |
|||||||||||
|
R40 |
МЛТ-0,25-500 кОм±10% |
1 |
|||||||||||
|
R41 |
МЛТ-0,25-1,51 МОм±10% |
1 |
|||||||||||
|
R42 |
МЛТ-0,25-5,03 МОм±10% |
1 |
|||||||||||
|
R43 |
МЛТ-0,25-15,1 МОм±10% |
1 |
|||||||||||
|
R44 |
МЛТ-0,25-470 Ом±10% |
1 |
|||||||||||
|
R45 |
МЛТ-0,25-620 кОм±10% |
1 |
|||||||||||
|
R46 |
МЛТ-0,25-12 Ом±10% |
1 |
|||||||||||
|
R47 |
МЛТ-0,25-10 кОм±10% |
1 |
|||||||||||
|
Р-4260.024.001ПЕ3 |
Арк. | ||||||||||||
|
3 |
|||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||
Поз.познач. |
Найменування |
Кільк. |
Примітка |
||||||||||
|
R48 |
МЛТ-0,25-47 кОм±10% |
1 |
|||||||||||
|
R49 |
МЛТ-0,25-20 кОм±10% |
1 |
|||||||||||
|
R50,R51 |
МЛТ-0,25-510 Ом±10% |
2 |
|||||||||||
|
R52,R53 |
МЛТ-0,25-27 кОм±10% |
2 |
|||||||||||
|
R54,R55 |
МЛТ-0,25-47 кОм±10% |
2 |
|||||||||||
|
R56,R57 |
МЛТ-0,25-1 МОм±10% |
2 |
|||||||||||
|
R58 |
МЛТ-0,25-1 МОм±10% |
1 |
|||||||||||
|
R59...R61 |
МЛТ-0,25-560 Ом±10% |
3 |
|||||||||||
|
R62 |
МЛТ-0,25-10 кОм±10% |
1 |
|||||||||||
|
R63 |
МЛТ-0,25-10 кОм±10% |
1 |
|||||||||||
|
R64 |
МЛТ-0,25-4,7 кОм±10% |
1 |
|||||||||||
|
R65 |
МЛТ-0,25-1 МОм±10% |
1 |
|||||||||||
|
R66 |
СП3-22-0,25-4,7 кОм±10% |
1 |
|||||||||||
|
R67 |
МЛТ-0,25-4,7 кОм±10% |
1 |
|||||||||||
|
R68 |
МЛТ-0,25-47 кОм±10% |
1 |
|||||||||||
|
R69 |
МЛТ-0,25-1,2 кОм±10% |
1 |
|||||||||||
|
SA1 |
Перемикач П2К ЕЩ0.360.037 ТУ |
1 |
|||||||||||
|
SA2 |
Перемикач ПГЗ ОЮ0.360.048 ТУ |
1 |
|||||||||||
|
SA3 |
Перемикач П2К ЕЩ0.360.037 ТУ |
1 |
|||||||||||
|
TV1 |
Трансформатор ТА1-220/25-50 ОЮ0.470.001 ТУ |
1 |
|||||||||||
|
Діоди КД521А,Д ДРЗ.362.035 ТУ |
|||||||||||||
|
Діоди ГД507А ТТ3.362.064 ТУ |
|||||||||||||
|
Стабілітрони Д814А,Б аА0.336.207 ТУ |
|||||||||||||
|
Стабілітрони Д818Е СМЗ.362.045 ТУ |
|||||||||||||
|
Стабілітрони КС133А СМЗ.362.812 ТУ |
|||||||||||||
|
Світлодіод АЛ307Б аА0.336.076 ТУ |
|||||||||||||
|
Випрямний блок КЦ407А аА0.336.116 ТУ |
|||||||||||||
|
VD1,VD2 |
КД521А |
2 |
|||||||||||
|
VD3,VD4 |
КД521Д |
2 |
|||||||||||
|
Р-4260.024.001ПЕ3 |
Арк. | ||||||||||||
|
4 |
|||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||
Поз.познач. |
Найменування |
Кільк. |
Примітка |
||||||||||
|
VD5 |
КС133А |
1 |
|||||||||||
|
VD6,VD7 |
КД521Д |
2 |
|||||||||||
|
VD8,VD9 |
КД521А |
2 |
|||||||||||
|
VD10,VD11 |
Д818Е |
2 |
|||||||||||
VD12...VD17 |
ГД507А |
6 |
|||||||||||
|
VD18,VD19 |
КЦ407А |
2 |
|||||||||||
|
VD20 |
Д814Б |
1 |
|||||||||||
VD21 |
ГД507А |
1 |
|||||||||||
|
VD22 |
Д814А |
1 |
|||||||||||
|
VD23 |
Д814Б |
1 |
|||||||||||
|
VD24 |
АЛ307Б |
1 |
|||||||||||
|
VD25 |
Д814Б |
1 |
|||||||||||
|
VD26 |
Д814А |
||||||||||||
Транзистори |
|||||||||||||
|
VT1 |
КТ3102Д аА0.336.122 ТУ |
1 |
|||||||||||
|
VT2 |
КП303Е Ц20.336.601 ТУ |
1 |
|||||||||||
|
VT3 |
КТ503Б аА0.336.183 ТУ |
1 |
|||||||||||
|
VT4 |
КП301В ЖКЗ.365.220 ТУ |
1 |
|||||||||||
|
VT5 |
КТ815Б аА0.336.185 ТУ |
1 |
|||||||||||
|
VT6 |
КТ814Б аА0.336.184 ТУ |
1 |
|||||||||||
|
VT7 |
КТ815Б аА0.336.185 ТУ |
1 |
|||||||||||
|
VT8 |
КТ361Г ФЫ0.336.201 ТУ |
1 |
|||||||||||
|
VT9 |
КП301В ЖКЗ.365.220 ТУ |
1 |
|||||||||||
|
XP1 |
Вилка 2РТТ ГЕ0.364.120 ТУ |
1 |
|||||||||||
|
Роз’єми |
|||||||||||||
XS1 |
Г4Ч НРЯ3.647.036-11 Сп |
1 |
|||||||||||
XS2,XS3 |
ПК-005 ЖА2.236.000 |
2 |
|||||||||||
|
Р-4260.024.001ПЕ3 |
Арк. | ||||||||||||
|
5 |
|||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||
|
Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. | |||||||||||
Документація |
|||||||||||||||||
|
А1 |
Р-4260.024.002СК |
Складальне креслення |
1 |
||||||||||||||
|
Деталі |
|||||||||||||||||
|
А1 |
1 |
Р-4260.024.002 |
Плата |
1 |
|||||||||||||
|
|
|||||||||||||||||
|
Стандартні вироби |
|||||||||||||||||
|
|
|||||||||||||||||
|
Резистори |
|||||||||||||||||
|
ГОСТ 23386-78 |
|||||||||||||||||
|
2 |
СП3-22а-4,7 кОм±10% |
1 |
R66 |
||||||||||||||
|
3 |
СП3-22а-5,1 кОм±10% |
1 |
R1 |
||||||||||||||
|
4 |
СП3-22а-10 кОм±10% |
2 |
R14,R38 |
||||||||||||||
|
5 |
СП3-22а-100 кОм±10% |
1 |
R39 |
||||||||||||||
|
Інші вироби |
|||||||||||||||||
|
6 |
Випрямний блок КЦ407А |
2 |
VD18,VD19 |
||||||||||||||
|
аА0.336.185 ТУ |
|||||||||||||||||
Діоди |
|||||||||||||||||
ДРЗ.362.035 ТУ |
|||||||||||||||||
|
7 |
КД521А |
4 |
VD1,VD2 |
||||||||||||||
|
VD8,VD9 |
|||||||||||||||||
|
8 |
КД521Б |
4 |
VD3,VD4 |
||||||||||||||
|
VD6,VD7 |
|||||||||||||||||
|
Р-4260.024.002 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Розроб. | Шестопал |
Плата |
Літ. | Аркуш | Аркушів | ||||||||||||
| Перевір. | Пашковська |
1 |
5 |
||||||||||||||
СБТ КДАВТ |
|||||||||||||||||
| Н Контр. | Пашковська | ||||||||||||||||
| Затверд. | |||||||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
9 |
Діод ГД507А |
7 |
VD12...VD17 |
||||||||||||||
|
ТТ3.362.045 ТУ |
|||||||||||||||||
Конденсатори |
|||||||||||||||||
|
ОЖ0.464.031 ТУ |
|||||||||||||||||
|
10 |
К50-6-10В-50 мкФ±10% |
1 |
С16 |
||||||||||||||
|
11 |
К50-6-15В-20 мкФ±10% |
2 |
С19,С20 |
||||||||||||||
|
12 |
К50-6-25В-50 мкФ±10% |
3 |
С25…С27 |
||||||||||||||
|
13 |
К50-6-25В-200 мкФ±10% |
3 |
С22…С24 |
||||||||||||||
|
Конденсатори |
|||||||||||||||||
|
ОЖ0.461.139 ТУ |
|||||||||||||||||
|
14 |
К73-24а-820 пФ±5% |
1 |
С10 |
||||||||||||||
|
15 |
К73-24а-0,047 мкФ±5% |
1 |
С11 |
||||||||||||||
|
16 |
К73-24а-0,1 мкФ±5% |
1 |
С18 |
||||||||||||||
|
17 |
К73-24а-1 мкФ±5% |
1 |
С15 |
||||||||||||||
|
Конденсатор |
|||||||||||||||||
|
18 |
К76П-1б-22 мкФ±5% |
1 |
С14 |
||||||||||||||
|
ОЖ0.461.028 ТУ |
|||||||||||||||||
|
Конденсатори |
|||||||||||||||||
|
ОЖ0.460.171 ТУ |
|||||||||||||||||
|
19 |
КМ-6-П33-1000 пФ±10% |
1 |
С1 |
||||||||||||||
|
20 |
КМ-6-П33-1500 пФ±10% |
1 |
С3 |
||||||||||||||
|
21 |
КМ-6-М750-6800 пФ±10% |
1 |
С6 |
||||||||||||||
|
22 |
КМ-6-Н30-0,01 мкФ±10% |
1 |
С5 |
||||||||||||||
|
23 |
КМ-6-Н30-0,022 мкФ±10% |
1 |
С8 |
||||||||||||||
|
24 |
КМ-6-Н30-0,068 мкФ±10% |
2 |
С12,С17 |
||||||||||||||
|
25 |
КМ-6-Н30-0,1 мкФ±10% |
2 |
С9,С21 |
||||||||||||||
|
26 |
КМ-6-Н90-1 мкФ±10% |
2 |
С7,С13 |
||||||||||||||
|
Конденсатор |
|||||||||||||||||
|
27 |
КСО-2-1500 пФ±10% |
2 |
С2,С4 |
||||||||||||||
|
ОЖ0.461.082 ТУ |
|||||||||||||||||
|
Р-4260.024.002 |
Арк. | ||||||||||||||||
|
2 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
28 |
Мікросхема К155АГ1 |
1 |
DD1 |
||||||||||||||
|
бко.348.006 ТУ |
|||||||||||||||||
|
Мікросхеми |
|||||||||||||||||
|
бко.348.095 ТУ |
|||||||||||||||||
|
29 |
К140УД6 |
1 |
DA5 |
||||||||||||||
|
30 |
К140УД7 |
2 |
DA1,DA7 |
||||||||||||||
|
31 |
К140УД8А |
3 |
DA3,DA4 |
||||||||||||||
|
DA6 |
|||||||||||||||||
|
Мікросхема |
|||||||||||||||||
|
32 |
К574УД1А |
1 |
DA2 |
||||||||||||||
|
бко.348.350 ТУ |
|||||||||||||||||
|
Резистори |
|||||||||||||||||
|
ОЖ0.467.108 ТУ |
|||||||||||||||||
|
33 |
МЛТ-0,25-12 Ом±10% |
1 |
R46 |
||||||||||||||
|
34 |
МЛТ-0,25-470 Ом±10% |
2 |
R35,R44 |
||||||||||||||
|
35 |
МЛТ-0,25-510 Ом±10% |
2 |
R50,R51 |
||||||||||||||
|
36 |
МЛТ-0,25-560 Ом±10% |
3 |
R59...R61 |
||||||||||||||
|
37 |
МЛТ-0,25-1 кОм±10% |
1 |
R18 |
||||||||||||||
|
38 |
МЛТ-0,25-1,2 кОм±10% |
1 |
R69 |
||||||||||||||
|
39 |
МЛТ-0,25-3,3 кОм±10% |
2 |
R9,R37 |
||||||||||||||
|
40 |
МЛТ-0,25-3,9 кОм±10% |
1 |
R30 |
||||||||||||||
|
41 |
МЛТ-0,25-4,7 кОм±10% |
2 |
R64,R66 |
||||||||||||||
|
42 |
МЛТ-0,25-5,1 кОм±10% |
1 |
R34 |
||||||||||||||
|
43 |
МЛТ-0,25-6,8 кОм±10% |
3 |
R16,R17, |
||||||||||||||
|
R23 |
|||||||||||||||||
|
44 |
МЛТ-0,25-10 кОм±10% |
7 |
R11,R12 |
||||||||||||||
|
R14,R19 |
|||||||||||||||||
|
R20,R38 |
|||||||||||||||||
|
R47 |
|||||||||||||||||
|
45 |
МЛТ-0,25-15 кОм±10% |
3 |
R6,R28 |
||||||||||||||
|
R31 |
|||||||||||||||||
|
Р-4260.024.002 |
Арк. | ||||||||||||||||
|
3 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
46 |
МЛТ-0,25-20 кОм±10% |
2 |
R49,R3 |
||||||||||||||
|
47 |
МЛТ-0,25-27 кОм±10% |
3 |
R7,R52 |
||||||||||||||
|
R53 |
|||||||||||||||||
|
48 |
МЛТ-0,25-30 кОм±10% |
1 |
R2 |
||||||||||||||
|
49 |
МЛТ-0,25-33 кОм±10% |
3 |
R8,R32 |
||||||||||||||
|
R36 |
|||||||||||||||||
|
50 |
МЛТ-0,25-47 кОм±10% |
4 |
R54,R55 |
||||||||||||||
|
R48,R68 |
|||||||||||||||||
|
51 |
МЛТ-0,25-56 кОм±10% |
1 |
R13 |
||||||||||||||
|
52 |
МЛТ-0,25-68 кОм±10% |
1 |
R4 |
||||||||||||||
|
53 |
МЛТ-0,25-100 кОм±10% |
2 |
R15,R21 |
||||||||||||||
|
54 |
МЛТ-0,25-120 кОм±10% |
4 |
R22,R24 |
||||||||||||||
|
R25,R27 |
|||||||||||||||||
|
55 |
МЛТ-0,25-200 кОм±10% |
2 |
R29,R33 |
||||||||||||||
|
56 |
МЛТ-0,25-500 кОм±10% |
1 |
R40 |
||||||||||||||
|
57 |
МЛТ-0,25-620 кОм±10% |
1 |
R45 |
||||||||||||||
|
58 |
МЛТ-0,25-820 кОм±10% |
1 |
R5 |
||||||||||||||
|
59 |
МЛТ-0,25-1 МОм±10% |
5 |
R10,R56 |
||||||||||||||
|
R57,R58 |
|||||||||||||||||
|
R65 |
|||||||||||||||||
|
60 |
МЛТ-0,25-1,51 МОм±10% |
1 |
R41 |
||||||||||||||
|
61 |
МЛТ-0,25-5,03 МОм±10% |
1 |
R42 |
||||||||||||||
|
62 |
МЛТ-0,25-15,1 МОм±10% |
1 |
R43 |
||||||||||||||
|
Стабілітрони |
|||||||||||||||||
|
аА0.336.207 ТУ |
|||||||||||||||||
|
63 |
Д814А |
2 |
VD22,VD26 |
||||||||||||||
|
64 |
Д814Б |
3 |
VD20,VD23 |
||||||||||||||
|
VD25 |
|||||||||||||||||
|
65 |
Стабілітрон Д818Е |
2 |
VD10,VD11 |
||||||||||||||
|
СМЗ.362.045 ТУ |
|||||||||||||||||
|
Р-4260.024.002 |
Арк. | ||||||||||||||||
|
4 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
66 |
Стабілітрон КС133А |
1 |
VD5 |
||||||||||||||
|
СМЗ.362.812 ТУ |
|||||||||||||||||
|
67 |
Транзистор КП301В |
2 |
VT4,VT9 |
||||||||||||||
|
ЖКЗ.365.220 ТУ |
|||||||||||||||||
|
68 |
Транзистор КП303Е |
1 |
VT2 |
||||||||||||||
|
ЦГ0.336.601 ТУ |
|||||||||||||||||
|
69 |
Транзистор КТ3102Д |
1 |
VT1 |
||||||||||||||
|
аА0.336.122 ТУ |
|||||||||||||||||
|
70 |
Транзистор КТ361Г |
1 |
VT8 |
||||||||||||||
|
ФЫ0.336.201 ТУ |
|||||||||||||||||
|
71 |
Транзистор КТ503Б |
1 |
VT3 |
||||||||||||||
|
аА0.336.183 ТУ |
|||||||||||||||||
|
72 |
Транзистор КТ814Б |
1 |
VT6 |
||||||||||||||
|
аА0.336.184 ТУ |
|||||||||||||||||
|
73 |
Транзистор КТ815Б |
2 |
VT5,VT7 |
||||||||||||||
|
аА0.336.185 ТУ |
|||||||||||||||||
|
Р-4260.024.002 |
Арк. | ||||||||||||||||
|
5 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
|
Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. | |||||||||||
Документація |
|||||||||||||||||
|
Р-4260.024.001СК |
Складальне креслення |
1 |
|||||||||||||||
|
Р-4260.024.001Е1 |
Схема електрична структурна |
1 |
|||||||||||||||
|
Р-4260.024.001Е3 |
Схема електрична принципова |
1 |
|||||||||||||||
|
Р-4260.024.001ПЕ3 |
Перелік елементів |
1 |
|||||||||||||||
|
Складальні одиниці |
|||||||||||||||||
|
1 |
Р-4260.024.002СК |
Плата |
1 |
||||||||||||||
|
Деталі |
|||||||||||||||||
|
2 |
Р-4260.024.003 |
Амортизатор гумовий |
4 |
||||||||||||||
|
3 |
Р-4260.024.004 |
Кришка |
1 |
||||||||||||||
|
4 |
Р-4260.024.005 |
Основа |
1 |
||||||||||||||
|
5 |
Р-4260.024.006 |
Передня панель |
1 |
||||||||||||||
|
6 |
Р-4260.024.007 |
Ручка |
1 |
||||||||||||||
|
7 |
Р-4260.024.008 |
Хомут |
1 |
||||||||||||||
|
|
|||||||||||||||||
|
Стандартні ироби |
|||||||||||||||||
|
8 |
Гайка М3.6Н5.016 |
12 |
|||||||||||||||
|
ГОСТ 5927-70 |
|||||||||||||||||
|
9 |
Гвинт В.М3-6д6.36.016 |
16 |
|||||||||||||||
|
ГОСТ 17473-80 |
|||||||||||||||||
|
10 |
Гвинт В.М3-6д10.36.01 |
4 |
|||||||||||||||
|
ГОСТ 17473-80 |
|||||||||||||||||
|
Р-4260.024.001 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Розроб. | Шестопал |
Плата |
Літ. | Аркуш | Аркушів | ||||||||||||
| Перевір. | Пашковська |
1 |
3 |
||||||||||||||
СБТ КДАВТ |
|||||||||||||||||
| Н Контр. | Пашковська | ||||||||||||||||
| Затверд. | |||||||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
11 |
Патрон І-3,212-20.02 |
1 |
|||||||||||||||
|
ОСТ4.822.000 |
|||||||||||||||||
|
12 |
Тримач запобіжника ДП-6 |
1 |
|||||||||||||||
|
ОЮ0.810.000 ТУ |
|||||||||||||||||
|
13 |
Шайба 3.04.019 |
12 |
|||||||||||||||
|
ГОСТ 11371-78 |
|||||||||||||||||
|
14 |
Шайба 3 65Г 016 |
12 |
|||||||||||||||
|
ГОСТ 6402-70 |
|||||||||||||||||
|
15 |
Резистор СП3-4аМ |
||||||||||||||||
ГОСТ 22738-71 |
|||||||||||||||||
Інші вироби |
|||||||||||||||||
|
16 |
|||||||||||||||||
|
Вилка 2РТТ |
1 |
||||||||||||||||
|
ГЕ0.364.120 ТУ |
|||||||||||||||||
|
17 |
Запобіжник ВП1-1 |
1 |
FU1 |
||||||||||||||
|
ОЮ0.480.003 ТУ |
|||||||||||||||||
|
18 |
ЛампаТН-02-15В |
1 |
HL1 |
||||||||||||||
|
ГОСТ 9005-9 |
|||||||||||||||||
|
19 |
Мікроамперметр М592А-100мкА |
1 |
PA2 |
||||||||||||||
|
ТУ 25-04.2222-78 |
|||||||||||||||||
|
20 |
Мікроамперметр М1690А-200мкА |
1 |
PA1 |
||||||||||||||
|
ТУ 25-04.2750-78 |
|||||||||||||||||
|
Р-4260.024.001 |
Арк. | ||||||||||||||||
|
2 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
| Формат |
Зона |
Поз. |
Позначення |
Найменування |
Кільк. |
Прим. |
|||||||||||
|
21 |
Перемикач ПГ3 |
1 |
SA2 |
||||||||||||||
|
ОЮ0.360.048 ТУ |
|||||||||||||||||
|
22 |
Перемикачі П2К |
2 |
SA1,SA3 |
||||||||||||||
|
ЕЩ0.360.037 ТУ |
|||||||||||||||||
|
23 |
Роз’єм Г4Ч НРЯ3.647.036-11 Сп |
1 |
XS1 |
||||||||||||||
|
ОСТ4Г0.364.004 |
3 |
||||||||||||||||
|
24 |
Роз’єми ПК-005 |
2 |
XS2,XS |
||||||||||||||
|
ЖА2.236.000 |
|||||||||||||||||
|
25 |
Світлодіод АЛ307Б |
1 |
VD24 |
||||||||||||||
|
АА0.336.076 ТУ |
|||||||||||||||||
|
26 |
Трансформатор ТA1-220/25-50 |
1 |
TV1 |
||||||||||||||
|
ОЮ0.470.001 ТУ |
|||||||||||||||||
|
27 |
Шнур мережний |
1 |
|||||||||||||||
|
ЯЫ4.860.010 |
|||||||||||||||||
|
Матеріали |
|||||||||||||||||
|
28 |
Провід МГШВ 0,12 мм2 |
0,2м |
|||||||||||||||
|
ГОСТ 11326.70-79 |
|||||||||||||||||
|
Р-4260.024.001 |
Арк. | ||||||||||||||||
|
3 |
|||||||||||||||||
| Зм. | Арк. | № докум. | Підпис | Дата | |||||||||||||
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Зм.
Арк.
Аркуш
2
Розроб.
Н.контр.……..
Літ.
Аркушів
СБТ КДАВТ
З МІСТ
МІСТ
Стор.
Вступ…………………………………………………………………….......4
1. Загальний розділ……………………………………………….....…..6
1.1. Призначення присторою, що проектується………………....…..6
1.2. Опис схеми електричної струнтурної…………………….….......7
1.3. Опис схеми електричної принципової………………….…….....8
1.4. Обгрунтування вибору елементної бази…………..……….......11
2. Розрахунковий розділ…………………………………………..…..17
2.1. Розрахунок надійності попередній…………….…………....….17
2.2. Конструктивний розрахунок друкованої плати…………….....20
2.3. Конструктивний розрахунок трансформатора..............….…....33
2.4. Розрахунок випрямляча та стабілізатора....................................37
3. Конструкторський розділ…………………………………………46
3.1. Обгрунтування та опис вибраної конструкції…………….…...46
3.2. Обгрунтування вибору монтажу, матеріалів та покриття….....47
3.3. Аналіз технологічності конструкції…………………………....50
3.4. Технічні умови………………………………………………..….53
4. Технологічний розділ……………………………………………....60
4.1. Вибір типу виробництва……..……………………………….....60
4.2. Обгрунтування вибору технологічного процесу……..…….….60
4.3. Розрока маршрутної технології зборки друкованого вузла…..62
5. Економічний розділ…………………………………………….…..64
5.1. Розрахунок вартості основних, допоміжних матеріалів та купованих виробів і напівфабрикатів……………………………………..65
5.2. Розрахунок корисного фонду часу……………………………..68
5.3. Розрахунок параметрів потокової лінії………………………...69
5.4. Розрахунок чисельності працюючих і кількості робочих місць………………………………………………………………………....72
5.5. Розрахунок фонду заробітної плати працюючих……………...74
5.6. Розрахунок собівартості виробу………………………………..77
5.7. Розрахунок техніко-економічних показників дільниці…….....80
5.8. Аналіз беззбитковості та розрахунок цільового прибутку.…..81
Стор.
6. Заходи з техніки безпеки та протипожежного захисту……84
 6.1.
Загальні питання
організації
техніки безпеки
на радіотехнічному
підприємстві………………………………………..…...84
6.1.
Загальні питання
організації
техніки безпеки
на радіотехнічному
підприємстві………………………………………..…...84
6.2. Заходи з техніки безпеки та протипожежному захисту на робочому місці………………………………………………………….…..85
6.3. Розробка заходів з охорони оточуючого середовища…………88
Висновки………………………………………………………………….91
Список літератури……………………………………………………..92
Додатки:
Перелік елементів
Специфікація до плати
Специфікація до виробу
 2.
РОЗРАХУНКОВИЙ
РОЗДІЛ
2.
РОЗРАХУНКОВИЙ
РОЗДІЛ
2.1. Розрахунок надійності попередній
2.1.1. Розраховуємо сумарну інтенсивність відмов елементів, для чого заповнюємо таблицю 2.1.
Таблиця 2.1
Інтенсивність відмов елементів
|
Найменування елементів |
Кількість елементів, шт. |
Інтенсивність відмови 1 елемента |
Інтенсивність відмови n елементів |
|
1. Резистор МЛТ-0,25 |
63 |
0,02 |
1,26 |
|
2. Резистор СП3-4аМ- |
1 |
0,03 |
0,03 |
|
3. Резистор СП3-22 |
5 |
0,05 |
0,25 |
|
4. Світлодіод АЛ307Б |
1 |
0,13 |
0,13 |
|
5. Діод КД521А |
4 |
0,558 |
2,232 |
|
6. Діод КД521Д |
4 |
0,558 |
2,232 |
|
7. Діод ГД507А |
7 |
0,558 |
3,906 |
|
8. Діод Д814А |
2 |
0,06 |
0,12 |
|
9. Діод Д814Б |
3 |
0,06 |
0,18 |
|
10. Стабілітрон КС133А |
1 |
0,14 |
0,14 |
|
11. Стабілітрон Д818Е |
2 |
0,059 |
0,118 |
|
12. Транзистор КТ815Б |
2 |
0,05 |
0,1 |
|
13. Транзистор КТ814Б |
1 |
0,037 |
0,037 |
|
14. Транзистор КТ3102Д |
1 |
0,05 |
0,05 |
|
15. Транзистор КП303Е |
1 |
0,3 |
0,3 |
|
16. Транзистор КТ503Б |
1 |
0,05 |
0,05 |
|
17. Транзистор КП301В |
2 |
0,1 |
0,2 |
|
18. Транзистор КТ361Г |
1 |
0,037 |
0,037 |
|
19. Випрямний блок КЦ407А |
2 |
1,513 |
3,026 |
|
20. Мікросхема К155АГ1 |
1 |
0,22 |
0,22 |
|
21. Мікросхема К140УД7 |
2 |
0,3 |
0,6 |
|
22. Мікросхема К140УД6 |
1 |
0,23 |
0,23 |
|
23. Мікросхема К574УД1А |
1 |
0,66 |
0,66 |
|
24. Мікросхема К140УД8А |
3 |
0,23 |
0,69 |
|
25. Конденсатор К50-6 |
9 |
0,05 |
0,45 |
|
26. Конденсатор КСО-2 |
4 |
0,05 |
0,2 |
|
27. Конденсатор КМ-6 |
9 |
0,02 |
0,18 |
|
28. Конденсатор К76П-1б |
1 |
0,05 |
0,05 |
|
29. Конденсатор К73-24а |
4 |
0,02 |
0,08 |
|
30. Перемикач ПГЗ |
1 |
0,5 |
0,5 |
|
31. Перемикач П2К |
2 |
0,5 |
1 |
|
32. Трансформатор |
1 |
3,2 |
3,2 |
|
33. Міліамперметр |
2 |
0,5 |
1 |
|
34. Шнур живлення |
1 |
0,1 |
0,1 |
|
35. Вилка мережна |
1 |
0,5 |
0,5 |
|
36. Запобіжник |
1 |
0,1 |
0,1 |
|
37. Роз’ємні з’єднання |
3 |
0,1 |
0,3 |
Продовження таблиці 2.1
|
Найменування елементів |
Кількість елементів, шт. |
Інтенсивність відмови 1 елемента |
Інтенсивність відмови n елементів |
|
38. Лампа |
1 |
0,5 |
0,5 |
|
39. З’єднання пайкою |
401 |
0,04 |
16,04 |
|
Всього: |
- |
- |
40,998 |
 2.1.2.
Знаходимо
середній час
безвідмовної
роботи виробу:
2.1.2.
Знаходимо
середній час
безвідмовної
роботи виробу:
 год.,
(2.1)
год.,
(2.1)
де
![]() = 40,998·10-6
1/год. – сумарна
інтенсивність
відмов елементів.
= 40,998·10-6
1/год. – сумарна
інтенсивність
відмов елементів.
2.1.3. Визначаємо ймовірність безвідмовної роботи приладу для 10 значень Т:
![]() ,
(2.2)
,
(2.2)
Для цього складемо програму для розрахунку на мікрокалькуляторі “Микроэлектроника МК-61”, яка наведена в таблиці 2.2.
Таблиця 2.2
Програма для розрахунку ймовірності безвідмовної роботи приладу
|
Адреса |
Клавіша |
Код |
|
00 |
Пхb |
6- |
|
01 |
Пxa |
6L |
|
02 |
Х |
12 |
|
03 |
/–/ |
0L |
|
04 |
F ех |
16 |
|
05 |
С/П |
50 |
Ra
tRb
Т1
= 2,4·103
год.;![]()
Т2
= 4,8·103
год.;
![]()
Т3
= 7,2·103
год.;
![]()
Т4
= 9,6·103
год.;
![]()
Т5
= 12·103
год.;
![]()
Т6
= 14,4·103
год.;
![]()
Т7
= 16,8·103
год.;
![]()
Т8
= 19,2·103
год.;
![]()
Т9
= 21,6·103
год.;
![]()
Т10
= 24·103
год.;
![]()
2.1.4.
По результатам
розрахунків
будуємо графік
Р (t) (рис. 2.1), який
показує інтенсивність
безвідмовної
роботи приладу.
Висновок: в результаті розрахунку надійності було розраховано середній час безвідмовної роботи виробу Т = 24391,43 год., а також сумарну інтенсивність відмов елементів = 40,998·10-6 1/год.
2 .2.
Конструктивний
розрахунок
друкованої
плати
.2.
Конструктивний
розрахунок
друкованої
плати
2.2.1. Розраховуємо площу плати, що необхідна для розміщення елементів, для чого заповнюємо таблицю 2.3.
Таблиця 2.3
Параметри елементів плати
| Найменування елемента | Кількість елементів | Дов-жина, мм | Шири-на, мм |
Площа одного елемента, мм2 |
Площа елементів, мм2 |
Діа-метр виво-ду, мм |
|
1. Резистор ММЛТ-0,25 2. Діод КД521А 3. Діод КД521Д 4. Стабілітрон КС133А 5. Стабілітрон Д818Е 6. Діод ГД507А 7. Транзистор КТ3102Д 8. Транзистор КП303Е 9. Транзистор КТ503Б 10. Транзистор КП301В 11. Транзистор КТ361Г 12. Мікросхема К155АГ1 13. Мікросхема К140УД8А 14. Мікросхема К140УД7 15. Мікросхема К574УД1А 16. Мікросхема К140УД6 17. Резистор СП3-44А-0,25 18. Конденсатор КМ-6-1000пФ 19. Конденсатор КМ-6-1500пФ 20. Конденсатор КМ-6-0,01мкФ 21. Конденсатор КМ-6-6800пФ 22. Конденсатор КМ-6-1мкФ 23. Конденсатор КМ-6-0,1мкФ 24. Конденсатор КМ-6-0,022мкФ 25. Конденсатор КМ-6-0,068мкФ 26. Конденсатор КСО-2-1500пФ 27. Конденсатор К73-24а-0,047мкФ 28. Конденсатор К73-24а-0,1мкФ 29. Конденсатор К76п-1б-22мкФ 30. Конденсатор К73-24а-1мкФ 31. Конденсатор К50-6-16В-20мкФ 32. Конденсатор К50-6-16В-50мкФ 33. Конденсатор К73-11-820пФ 34. Конденсатор К50-6-25В-200мкФ 35. Конденсатор К50-6-25В-50мкФ 36. Стабілітрон Д814А 37. Стабілітрон Д814Б 38. Транзистор КТ815Б 39. Транзистор КТ814Б 40. Випрямний блок КЦ407А |
63 4 4 1 2 7 1 1 1 2 1 1 3 2 1 1 5 1 1 1 1 2 2 1 2 2 1 1 1 1 2 1 1 3 3 2 3 2 1 1 |
7 15 3,8 15 15 7,5 5,84 5,84 5,2 5,84 7,2 19,5 10,4 10,4 10,4 10,4 11 9,5 12 9,5 9,5 14 12 7,5 9,5 18 11 11 48 19 7,5 10,5 13 18 14 15 15 7,8 7,8 8 |
3 7 1,9 7 7 3 5,84 5,84 4,2 5,84 3 6 9,5 9,5 9,5 9,5 11 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 11 6,3 6,3 22 9 7,5 10,5 6 18 14 7 7 2,8 2,8 7,5 |
21 105 7,22 105 210 22,5 34,11 34,11 21,84 34,11 21,6 117 98,8 98,8 98,8 98,8 121 57 72 57 57 84 72 45 57 198 69,3 69,3 1056 171 56,25 110,25 78 324 196 05 105 21,84 21,84 60 |
1323 420 28,88 105 210 157,5 34,11 34,11 21,84 68,22 21,6 117 296,4 197,6 98,8 98,8 605 57 72 57 57 168 144 45 114 396 69,3 69,3 1056 171 112,5 110,25 78 972 588 210 315 43,88 21,84 120 |
0,6 0,6;1 0,558 0,6;1 0,6;1 0,5 0,5 0,5 0,68 0,5 0,2 0,5 0,5 0,5 0,5 0,5 0,8 0,6 0,7 0,7 0,7 0,6 0,6 0,6 0,6 0,6 0,6 0,6 1 0,6 0,5 0,5 0,7 0,8 0,8 0,6;1 0,6;1 0,88 0,88 0,8 |
 2.2.2.
Розраховуємо
установчу площу
елементів:
2.2.2.
Розраховуємо
установчу площу
елементів:
Sуст = Куст·S = 1,5·8884,73 = 13327,1 мм2, (2.3)
де Куст = 1,5 – коефіцієнт установки елементів;
SN = 8884,73 – сумарна площа елементів (див. табл.2.3).
2.2.3. Розраховуємо площу плати для установки елементів:
 мм2,
(2.4)
мм2,
(2.4)
де Квик = 0,5 – коефіцієнт використання елементів.
2.2.4. Розраховуємо площу, необхідну для елементів кріплення плати. Так як розмір плати великий, то вона буде кріпитися чотирма гвинтами М3, для котрих необхідних отвори діаметром 3,4 мм.
Sкріп = ·10·10 = 4·10·10 = 400 мм2, (2.5)
де = 4 – число кріпильних отворів.
2.2.5. Знайдемо площу, необхідну для розміщення під'єднувальних металізованих отворів для під'єднання до плати інших частин схеми:
Sотв = Ко·5·10 = 24·5·10 = 1200 мм2, (2.6)
де Ко = 21 – кількість під'єднувальних отворів.
2.2.6. Визначаємо загальну площу плати:
Sпл = S + Sкріп + Sотв = 26654,2 + 400 + 1200 = 28254,2 мм2, (2.7)
Виходячи з отриманого значення визначаємо гостовані розміри плати 12: S = 28500 мм2 = 150190 мм.
2.2.2. Розрахунок параметрів металізованих отворів (рис. 2.2)
2.2.2.1. Виходячи з діаметрів виводів елементів установлюваних на платі, розраховуємо діаметри отворів, необхідні для установки елементів (для кожного виводу):
dотв = dвив + 2Мпокр + 2К, (2.8)
де Мпокр = 0,05 мм – товщина металізованого покриття;
Ко = 0,15 мм – зазор між виводом і стінками отвору.
dотв1 = 0,2 + 2·0,05 + 2·0,15 = 0,6 мм;
dотв2 = 0,5 + 2·0,05 + 2·0,15 = 0,9 мм;
dотв3 = 0,558 + 2·0,05 + 2·0,15 = 0,958 мм;
dотв4 = 0,6 + 2·0,05 + 2·0,15 = 1 мм;
dотв5 = 0,68 + 2·0,05 + 2·0,15 = 1,08 мм;
dотв6 = 0,7 + 2·0,05 + 2·0,15 = 1,1 мм;
dотв7 = 0,8 + 2·0,05 + 2·0,15 = 1,2 мм;
dотв8 = 0,88 + 2·0,05 + 2·0,15 = 1,28 мм;
dотв9 = 1 + 2·0,05 + 2·0,15 = 1,4 мм.
Параметри металізованого отвору
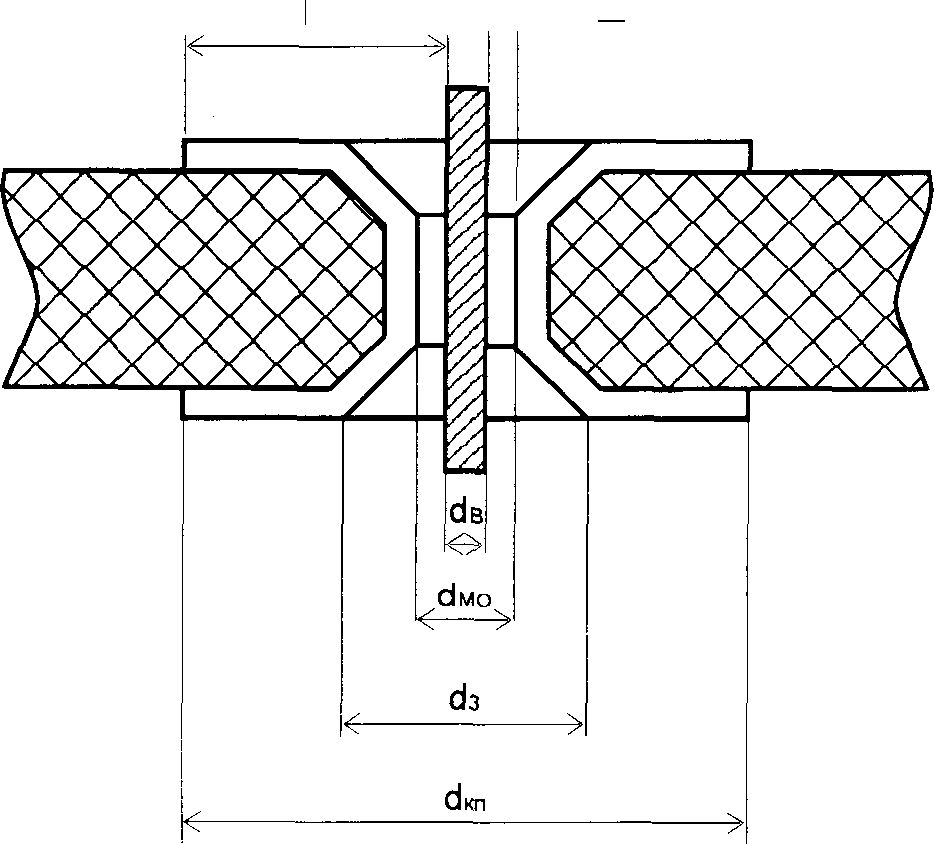
Рис. 2.2
2.2.2.2. Розраховуємо діаметри контактних площадок навколо металізованих отворів. Площадки виконуються у вигляді кільця:
dк.п = dотв + 2В + С, (2.9)
де В = 0,55 мм – мінімально необхідна радіальна ширина контактного кільця;
С = 0,1 мм – технологічний коефіцієнт, що враховує похибки виробництва при суміщенні шарів.
dк.п1 = 0,6 + 2·0,55 + 0,1 = 1,8 мм;
dк.п2 = 0,9 + 2·0,55 + 0,1 = 2,1 мм;
dк.п3 = 0,658 + 2·0,55 + 0,1 = 2,158 мм;
dк.п4 = 1 + 2·0,55 + 0,1 = 2,2 мм;
dк.п5 = 1,08 + 2·0,55 + 0,1 = 2,28 мм;
dк.п6 = 1,1 + 2·0,55 + 0,1 = 2,3 мм;
dк.п7 = 1,2 + 2·0,55 + 0,1 = 2,4 мм;
dк.п8 = 1,28 + 2·0,55 + 0,1 = 2,48 мм;
dк.п9 = 1,4 + 2·0,55 + 0,1 = 2,6 мм.
2.2.2.3. Виходячи з отриманих розмірів металізованих отворів, діаметрів виводів елементів, вибираємо технологічно обгрунтовані розміри металізованих отворів із 12 і записуємо отримані дані в таблицю 2.4.
Таблиця 2.4
Параметри металізованих отворів
|
|
Розрахункові дані | Дані для виробництва | |||||
| Діаметр отвору, мм | Діаметр контактної площадки, мм | Діаметр отвору, мм | Діаметр зенковки, мм | Діаметр контактної площадки, мм |
Площасріблення, мм2 |
Умовне позначен-ня | |
|
0,2 0,5 0,558 0,6 0,68 0,7 0,8 0,88 1 |
0,6 0,9 0,958 1 1,08 1,1 1,2 1,28 1,4 |
1,8 2,1 2,158 2,2 2,28 2,3 2,4 2,48 2,6 |
0,8+0,1 0,8+0,1 1,0+0,12 1,0+0,12 1,0+0,12 1,0+0,12 1,3+0,12 1,5+0,12 1,5+0,12 |
1,1+0,2 1,1+0,2 1,5+0,2 1,5+0,2 1,5+0,2 1,5+0,2 1,8+0,2 2,0+0,2 2,0+0,2 |
1,9 1,9 2,3 2,3 2,3 2,3 2,6 2,8 2,8 |
8,5 8,5 11,5 11,5 11,5 11,5 14,2 16 16 |
|
 2.2.3.
Розрахунок
ширини друкованих
провідників
2.2.3.
Розрахунок
ширини друкованих
провідників
2.2.3.1. Визначаємо розрахункову ширину провідників:
 ,
(2.10)
,
(2.10)
де Imax – максимальний струм активного елемента 11;
Iдоп = 30 А/мм2 – максимально допустима щільність струму в провіднику;
Мпокр = 0,05 мм – товщина металізованого покриття.
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
2.2.3.2. Вибираємо ширину провідників виходячи з розрахованих розмірів друкованих провідників і технологічно обгрунтованих розмірів для обраного методу виготовлення з 12.Отримані дані заносимо в таблицю 2.5.
Таблиця 2.5
П араметри
друкованих
провідників
араметри
друкованих
провідників
| Найменування елемента | Розрахункові дані | Дані для виробництва | |||
| струм кола, А | ширина провідни-ків, мм | ширина провідни-ків, мм | опір1м провідни-ка, Ом/м | допус-тимий струм, А | |
| 1. Діод КД521А | 0,5 | 0,33 | 0,5 | 2,0 | 0,8 |
| 2. Діод КД521Д | |||||
| 3. Випрямний блок КЦ407А | |||||
| 4. Стабілітрон Д818Е | 0,033 | 0,022 | |||
| 5. Діод ГД507А | 0,2 | 0,133 | |||
| 6. Транзистор КТ3102Д | |||||
| 7. Транзистор КП303Е | 0,015 | 0,01 | |||
| 8. Транзистор КП301В | |||||
| 9. Транзистор КТ503Б | 0,35 | 0,233 | |||
| 10. Транзистор КТ361Г | 0,05 | 0,033 | |||
| 11. Стабілітрон Д814А | |||||
| 12. Стабілітрон Д814Б | 0,1 | 0,067 | |||
| 13. Стабілітрон КС133А | 0,081 | 0,054 | |||
| 14. Транзистор КТ814Б | 0,7 | 0,467 | |||
| 15. Транзистор КТ815Б | |||||
| 16. Мікросхема К140УД8А | 0,005 | 0,0033 | |||
Продовження таблиці 2.5
| Найменування елемента | Розрахункові дані | Дані для виробництва | |||
| струм кола, А | ширина провідни-ків, мм | Ширина провідни-ків, мм | опір1м провідни-ка, Ом/м | допус-тимий струм, А | |
| 17. Мікросхема К140УД7 | 0,0035 | 0,0023 | 0,5 | 2,0 | 0,8 |
| 18. Мікросхема К140УД6 | 0,004 | 0,0027 | |||
| 19. Мікросхема К574УД1А | 0,01 | 0,0067 | |||
| 20. Мікросхема К155АГ1 | 0,02 | 0,013 | |||
2.2.4. Вибір відстані між друкованими провідниками
Цю відстань вибирають по різниці потенціалів між провідниками з урахуванням електричних характеристик обраного методу виготовлення друкованих плат 12. У даній схемі максимально можлива напруга 15 В (Umax), тому вибираємо мінімально можливу відстань між провідниками р = 0,5 мм.
2.2.5. Розрахунок розміщення друкованих провідників
 2.2.5.1.
Розраховуємо
відстань, необхідну
для розміщення
одного, двох,
трьох, чотирьох
і п'яти провідників
між центрами
двох контактних
площадок (рис.
2.3). Отримані дані
заносимо в
таблицю 2.6.
2.2.5.1.
Розраховуємо
відстань, необхідну
для розміщення
одного, двох,
трьох, чотирьох
і п'яти провідників
між центрами
двох контактних
площадок (рис.
2.3). Отримані дані
заносимо в
таблицю 2.6.
 ,
(2.11)
,
(2.11)
де d1, d2 – діаметри контактних площадок (див. с. 23);
t = 0,5 – ширина друкованих провідників (див. с.24);
n – кількість друкованих провідників;
p = 0,5 – відстань між друкованими провідниками;
c = 0,1 – технологічний коефіцієнт, що враховує похибки методу виготовлення.
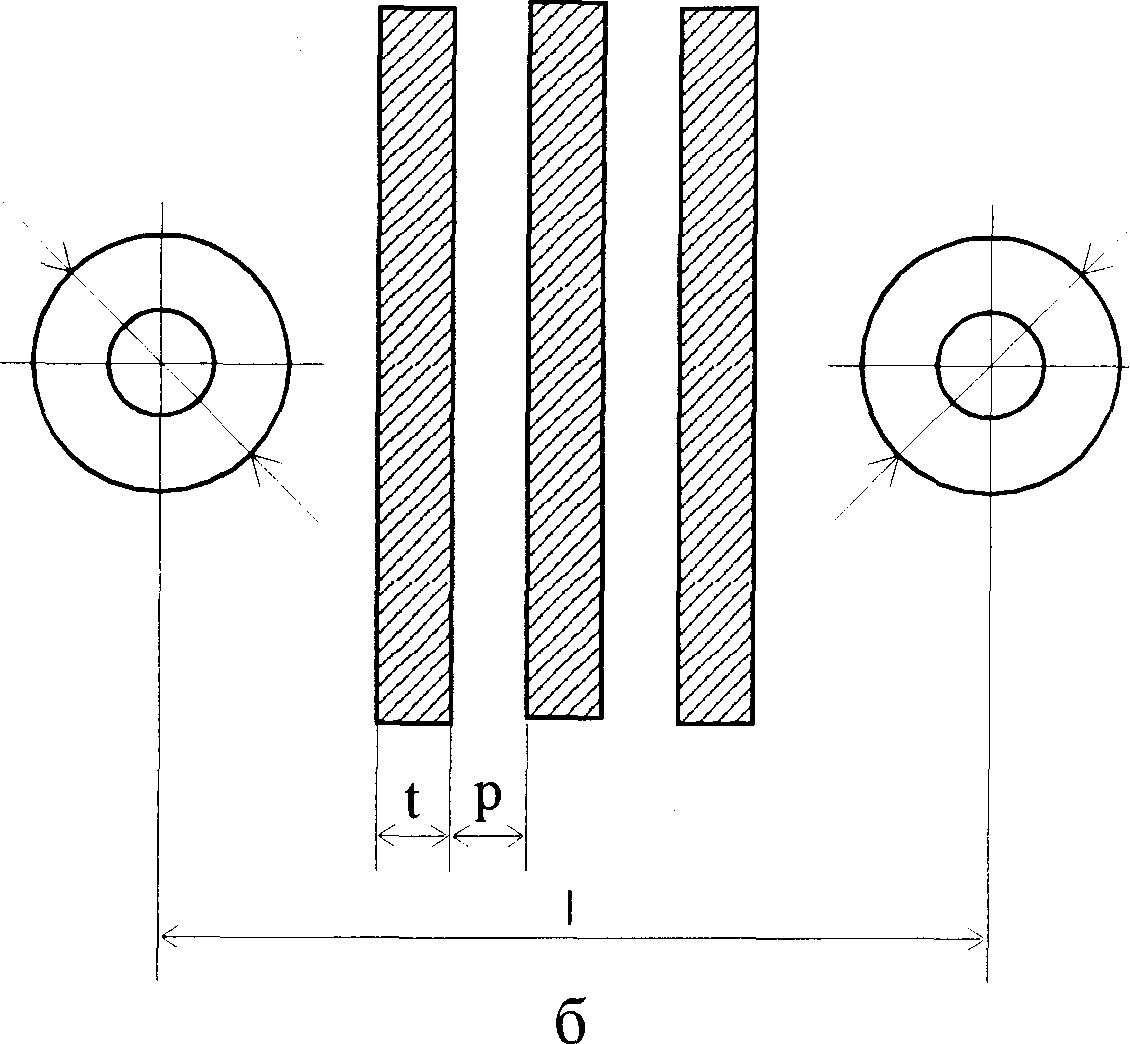
Розміщення провідників між контактними площадками
Рис 2.3
Таблиця 2.6
Відстані між контактними площадками
| Кількість провідни-ків, шт. | Діаметр контактної площадки, мм | Ширина провідника, мм | Відстань між провідни-ками, мм | Відстань між контактними площадками, мм | ||
|
d1 |
d2 |
розрахун-кова | для виробниц-тва(кратна 2,5 мм) | |||
| 1 | 1,9 | 1,9 | 0,5 | 0,5 | 3,5 | 5,0 |
| 2 | 4,5 | |||||
| 3 | 5,5 | 7,5 | ||||
| 4 | 6,5 | |||||
| 5 | 7,5 | |||||
| 1 | 2,3 | 2,3 | 0,5 | 0,5 | 3,9 | 5,0 |
| 2 | 4,9 | |||||
| 3 | 5,9 | 7,5 | ||||
| 4 | 6,9 | |||||
| 5 | 7,9 | 10,0 | ||||
| 1 | 2,6 | 2,6 | 0,5 | 0,5 | 4,2 | 5,0 |
| 2 | 5,2 | 7,5 | ||||
| 3 | 6,2 | |||||
| 4 | 7,2 | |||||
| 5 | 8,2 | 10,0 | ||||
| 1 | 2,8 | 2,8 | 0,5 | 0,5 | 4,4 | 5,0 |
| 2 | 5,4 | 7,5 | ||||
| 3 | 6,4 | |||||
| 4 | 7,4 | |||||
| 5 | 8,4 | 10,0 | ||||
2.2.6. Розрахунок площі сріблення друкованої плати
При виробництві друкованих плат для спецапаратури поверхня друкованих провідників, монтажних площадок і інших друкованих елементів сріблять для поліпшення технічних і експлуатаційних характеристик.
 2.2.6.1.
Для розрахунку
площі сріблення
друкованих
провідників
заповнюємо
таблицю 2.7.
2.2.6.1.
Для розрахунку
площі сріблення
друкованих
провідників
заповнюємо
таблицю 2.7.
Таблиця 2.7
Площа сріблення друкованих провідників
| Ланцюг | Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | |
| VT1 | R3 | 5 | 0,5 | 2,5 |
| R3 | R4 | 3 | 1,5 | |
| R3 | R5 | 2 | 1 | |
| R5 | VD2 | 3 | 1,5 | |
| VD2 | VD1 | 3 | 1,5 | |
| VT1 | 3 | 123 | 61,5 | |
Продовження таблиці 2.6
| Ланцюг | Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| VD2 | 3 | 2 | 0,5 | 1 |
| VD10 | 3 | 12,5 | 6,25 | |
| R16 | 3 | 2 | 1 | |
| C2 | VD11 | 3 | 1,5 | |
| R59 | VT5 | 6 | 3 | |
| VT5 | C22 | 20 | 10 | |
| VT5 | 4 | 39 | 19,5 | |
| R8 | 5 | 78,5 | 39,25 | |
| DA1 | 6 | 71 | 35,5 | |
| VD11 | R6 | 18 | 9 | |
| VT8 | 7 | 54 | 27 | |
| VD23 | VD4 | 0,5 | 0,25 | |
| VD18 | VT6 | 25 | 12,5 | |
| C26 | VT6 | 15 | 7,5 | |
| DA6 | C21 | 16,5 | 8,25 | |
| DA6 | R53 | 5 | 2,5 | |
| VD4 | R60 | 0,5 | 0,25 | |
| DA6 | R63 | 23 | 11,5 | |
| R63 | R62 | 1 | 0,5 | |
| DA1 | R63 | 22 | 11 | |
| DA1 | R13 | 17 | 8,5 | |
| R13 | R15 | 5,5 | 2,75 | |
| VD9 | R15 | 9,5 | 4,75 | |
| VD9 | C7 | 7 | 3,5 | |
| C7 | R10 | 6 | 3 | |
| R63 | R62 | 13 | 6,5 | |
| VD21 | C21 | 11 | 5,5 | |
| C21 | R52 | 5 | 2,5 | |
| R52 | R30 | 4 | 2 | |
| R24 | R25 | 3 | 1,5 | |
| R25 | R22 | 3 | 1,5 | |
| R22 | R27 | 3 | 1,5 | |
|
|
C12 | 3 | 1,5 | |
| R20 | VT3 | 6 | 3 | |
| R23 | VT3 | 11,5 | 5,75 | |
| VT3 | C11 | 5,5 | 2,75 | |
| C11 | C12 | 8 | 4 | |
| R20 | DD1 | 6,5 | 3,25 | |
| DD1 | VD8 | 3,5 | 1,75 | |
| VD8 | R18 | 3,5 | 1,75 | |
| DA2 | DA1 | 86 | 43 | |
| R2 | R1 | 3 | 1,5 | |
| DA2 | VD8 | 1,5 | 0,75 | |
| C10 | R27 | 11 | 5,5 | |
 R25
R25Продовження таблиці 2.6
| Ланцюг | Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| R26 | DA1 | 17,5 | 0,5 | 8,75 |
| R5 | R8 | 41 | 20,5 | |
| R6 | VD11 | 49 | 24,5 | |
| DA1 | R6 | 1,5 | 0,75 | |
| R17 | R6 | 6,5 | 3,75 | |
| VD4 | VD3 | 3,5 | 1,75 | |
| R26 | R23 | 17 | 8,5 | |
| VD7 | VD4 | 0,5 | 0,25 | |
| R16 | VD4 | 7 | 3,5 | |
| VD6 | VD4 | 0,5 | 0,25 | |
| C3 | R11 | 3 | 1,5 | |
| DA2 | R14 | 10 | 5 | |
| DA2 | R14 | 17 | 8,5 | |
| DA2 | R14 | 13,5 | 6,75 | |
| DA4 | VT1 | 128,5 | 64,25 | |
| DA2 | R12 | 4,5 | 2,25 | |
| R11 | C6 | 3 | 1,5 | |
| C6 | R9 | 2 | 1 | |
| R9 | C5 | 3 | 1,5 | |
| VD1 | VD2 | 3 | 1,5 | |
| VD2 | C3 | 19 | 9,5 | |
| DA2 | VT1 | 1,5 | 0,75 | |
| DD1 | R19 | 5 | 2,5 | |
| DD1 | C8 | 4 | 2 | |
| DD1 | R19 | 3 | 1,5 | |
| R19 | C8 | 4 | 2 | |
| C13 | R29 | 9 | 4,5 | |
| R29 | R31 | 3 | 1,5 | |
| R38 | C18 | 5,5 | 2,75 | |
| C18 | R33 | 8 | 4 | |
| DA4 | R49 | 2 | 1 | |
| C19 | VD14 | 4 | 2 | |
| DA3 | DA4 | 20 | 10 | |
| C15 | C18 | 14 | 7 | |
| C19 | C14 | 41,5 | 20,75 | |
|
|
C14 | 16 | 8 | |
| VT2 | R7 | 5,5 | 2,75 | |
| R7 | R21 | 5,5 | 2,75 | |
| R56 | R58 | 3 | 1,5 | |
| R41 | R42 | 3 | 1,5 | |
| R42 | R43 | 3 | 1,5 | |
| R66 | R67 | 4 | 2 | |
| R64 | R66 | 5 | 2,5 | |
| C16 | R46 | 11 | 5,5 | |
 C15
C15П родовження
таблиці 2.6
родовження
таблиці 2.6
| Ланцюг | Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| R46 | C6 | 23 | 0,5 | 11,5 |
| R46 | VD20 | 8,5 | 4,25 | |
| VD20 | C5 | 6 | 3 | |
| C5 | VD19 | 14 | 7 | |
| C5 | R61 | 13,5 | 6,75 | |
| R61 | VT7 | 5 | 2,5 | |
| VT7 | R61 | 5 | 2,5 | |
| R61 | VD20 | 9 | 4,5 | |
| R32 | R45 | 3 | 1,5 | |
| C17 | R46 | 9 | 4,5 | |
| DA5 | R47 | 5 | 2,5 | |
| DA5 | C16 | 27 | 13,5 | |
| DA5 | R39 | 6 | 3 | |
| DA5 | R39 | 20,5 | 10,25 | |
| DA5 | R39 | 16 | 8 | |
| R40 | 24 | 104 | 52 | |
| R41 | 23 | 98,5 | 49,25 | |
| R42 | 22 | 92 | 46 | |
| R68 | DA7 | 2 | 1 | |
| DA7 | R65 | 41 | 20,5 | |
| R55 | R57 | 11,5 | 5,75 | |
| R57 | R65 | 13 | 6,5 | |
| DA7 | R66 | 17 | 8,5 | |
| VD15 | C20 | 4 | 2 | |
| C20 | R55 | 7,5 | 3,75 | |
| C20 | R54 | 9 | 4,5 | |
| R51 | R50 | 1,5 | 0,75 | |
| R34 | R33 | 4 | 2 | |
| R50 | VD14 | 13,5 | 6,75 | |
| R68 | R48 | 8 | 4 | |
| VD13 | VD12 | 5,5 | 2,75 | |
| DA4 | R31 | 17 | 8,5 | |
| DA4 | C15 | 36 | 18 | |
| DA3 | R68 | 24.5 | 12,25 | |
| DA3 | R21 | 1,5 | 0,75 | |
| R34 | C14 | 45 | 22,5 | |
| C13 | DA3 | 22 | 11 | |
| VT9 | VT4 | 19 | 9,5 | |
| VT4 | 16 | 52 | 26 | |
| R30 | 13 | 37,5 | 18,75 | |
| R69 | 12 | 57,5 | 28,75 | |
| R19 | R36 | 73,5 | 36,75 | |
| R34 | DA4 | 1,5 | 0,75 | |
| DA4 | 17 | 106 | 53 | |
Пробовження таблиці 2.6
|
|
Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| VT9 | 15 | 70 | 0,5 | 35 |
| VT1 | C3 | 10 | 5 | |
| VT1 | R9 | 8,5 | 4,25 | |
| R9 | R6 | 4 | 2 | |
| VD2 | R4 | 17 | 8,5 | |
| R3 | C1 | 5 | 2,5 | |
| VD6 | VD7 | 7 | 3,5 | |
| VD4 | R17 | 4 | 2 | |
| R17 | VD5 | 8,5 | 4,25 | |
| R16 | VD5 | 24 | 12 | |
| С4 | R8 | 6,5 | 3,25 | |
| С4 | C2 | 23,5 | 11,75 | |
| С2 | R2 | 6,5 | 3,25 | |
| С2 | DA4 | 9,5 | 4,75 | |
| R8 | DA5 | 16 | 8 | |
| R43 | 21 | 60 | 30 | |
| VD25 | VD22 | 19 | 9,5 | |
| VD22 | R59 | 9 | 4,5 | |
| R59 | VT5 | 9 | 4,5 | |
| VT5 | C25 | 20 | 10 | |
| VD23 | C26 | 35 | 17,5 | |
| VD18 | C22 | 20 | 10 | |
| VD18 | 8 | 20 | 10 | |
| VD18 | 9 | 16,5 | 8,25 | |
| R69 | R44 | 5,5 | 2,75 | |
| R69 | C4 | 28 | 14 | |
| R60 | VT6 | 6,5 | 3,25 | |
| R60 | VT6 | 7 | 3,5 | |
| C23 | VT6 | 10 | 5 | |
| DA6 | R44 | 23,5 | 11,75 | |
| R53 | C21 | 9 | 4,5 | |
| C21 | VD16 | 17 | 8,5 | |
| VD16 | VD12 | 17,5 | 8,75 | |
| VD16 | VD17 | 3 | 1,5 | |
| DA7 | VD22 | 39 | 19,5 | |
| R37 | 10 | 42,5 | 21,25 | |
| DA6 | VD17 | 21 | 10,5 | |
| R53 | VD16 | 15 | 7,5 | |
| VD17 | R52 | 11,5 | 5,75 | |
| R63 | VD13 | 0,5 | 0,25 | |
| C23 | C27 | 17,5 | 8,75 | |
| R36 | 11 | 19 | 9,5 | |
| R36 | C27 | 46 | 23 | |
| DA2 | C6 | 4 | 2 | |
 Ланцюг
ЛанцюгПродовження таблиці 2.6
|
|
Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| R12 | C5 | 16 | 0,5 | 8 |
| R26 | VD10 | 13 | 6,5 | |
| R23 | R24 | 5 | 2,5 | |
| VD6 | VD8 | 61 | 30,5 | |
| DA2 | VD1 | 1,5 | 0,75 | |
| R18 | VD1 | 1,5 | 0,75 | |
| C9 | VD1 | 12 | 6 | |
| R29 | VD1 | 80 | 40 | |
| C9 | R19 | 12 | 6 | |
| DD1 | R18 | 14 | 7 | |
| DD1 | DD1 | 1,5 | 0,75 | |
| DD1 | DD1 | 1,5 | 0,75 | |
| DD1 | VT3 | 10 | 5 | |
| C11 | DA3 | 11,5 | 5,75 | |
| C11 | R24 | 21 | 10,5 | |
| C12 | VT2 | 3 | 1,5 | |
| VT2 | R15 | 4 | 2 | |
| C12 | C7 | 9 | 4,5 | |
| R44 | R37 | 0,5 | 0,25 | |
| VT8 | VD21 | 8 | 4 | |
| VD21 | R63 | 3 | 1,5 | |
| DA1 | R69 | 1,5 | 0,75 | |
| DA6 | DA1 | 4 | 2 | |
| DA1 | VT8 | 67,5 | 33,75 | |
| R1 | R1 | 5 | 2,5 | |
| R1 | C7 | 24 | 12 | |
| VD21 | R1 | 26 | 23 | |
| VT8 | R1 | 15 | 7,5 | |
| R1 | C2 | 22,5 | 11,25 | |
| DA3 | C10 | 44,5 | 22,25 | |
| DA3 | R27 | 61 | 30,5 | |
| VT9 | R68 | 4 | 2 | |
| VT9 | R62 | 11,5 | 5,75 | |
| VT9 | DA7 | 22 | 11 | |
| VT9 | DA1 | 8,5 | 4,25 | |
| R29 | DA4 | 10 | 5 | |
| R29 | C16 | 32,5 | 16,25 | |
| DA4 | R38 | 15 | 7,5 | |
| DA3 | DA4 | 12,5 | 6,25 | |
| R38 | DA4 | 7 | 3,5 | |
| R38 | DA4 | 19 | 9,5 | |
| C13 | R28 | 136 | 68 | |
| R51 | VD15 | 3 | 1,5 | |
| R54 | R56 | 8,5 | 4,25 | |
 Ланцюг
ЛанцюгП родовження
таблиці 2.6
родовження
таблиці 2.6
| Ланцюг | Параметри провідника |
Площа сріблення (S), мм2 |
||
| звідки | куди | довжина, мм | ширина, мм | 13,5 |
| C19 | R54 | 4 | 0,5 | 2 |
| C19 | R55 | 11 | 5,5 | |
| R58 | C20 | 9 | 4,5 | |
| DA7 | DA1 | 8 | 4 | |
| DA7 | R58 | 27,5 | 13,25 | |
| R40 | R41 | 3 | 1,5 | |
| DA7 | R57 | 6,5 | 3,25 | |
| DA7 | R64 | 5 | 2,5 | |
| R66 | DA5 | 12 | 6 | |
| VT4 | R48 | 4 | 2 | |
| VT4 | DA7 | 6,5 | 3,25 | |
| DA7 | R67 | 11 | 5,5 | |
| R48 | R47 | 28 | 14 | |
| DA5 | C17 | 11,5 | 5,75 | |
| VT4 | DA5 | 13 | 6,5 | |
| VD17 | R32 | 16 | 8 | |
| R47 | R45 | 16,5 | 8,25 | |
| R36 | R45 | 20 | 10 | |
| R32 | DA5 | 21 | 10,5 | |
| C24 | VD19 | 11 | 5,5 | |
| R46 | C20 | 53 | 26,5 | |
| VD19 | 20 | 12,5 | 6,25 | |
| VD19 | 18 | 9 | 4,5 | |
| R49 | 19 | 134 | 67 | |
| Всього: | 2408,75 | |||
2.2.6.2. Знаходимо площу сріблення контактних площадок:
Sк.п =(n·S1,9)·2 +(n·S2,3)·2 + (n·S2,6)·2 + (n·S2,8) 2 =
= (130·8,5)·2 + (189·11,5)·2 + (23·14,2)·2 + (38·16)·2 = 8426,2 мм2, (2.13)
де S1,9, S2,3, S2,6, S2,8 - площа сріблення контактних площадок (див. табл. 2.4);
n - кількість контактних площадок відповідного діаметра.
2.2.6.3. Знаходимо загальну площу сріблення плати:
Sср.пл = Sср.пров + Sк.п = 2408,75 + 8426,2 = 10834,95 мм2, (2.14)
де Sср.пров = 2408,75 мм2 – загальна площа сріблення друкованих провідників (див. табл. 2.6).
2.2.4. Всі отримані дані для виробництва зводимо в таблицю 2.8.
Таблиця 2.8
Дані для виробництва друкованої плати
|
Площа плати, мм2 |
Довжи-на плати, мм | Ширина платимм | Діа-метр виво-дів, мм | Кіль-кість виво-дів, шт. | Діа-метр металі-зова-них отворівмм | Діа-метр кон-такт-них площа-док, мм | Умовне поз-начення | Ши-рина про-від-ників, мм | Від-стань між про-відни-ками, мм |
Площа сріблен-ня, мм2 |
|
|
150 | 190 | 0,20 | 3 |
0,8+0,1 |
1,9 | 0,5 | 0,5 | 10834,95 | |
| 0,50 | 114 |
0,8+0,1 |
1,9 | |||||||
| 0,558 | 8 |
1,0+0,12 |
2,3 | |||||||
| 0,60 | 164 |
1,0+0,12 |
2,3 | |||||||
| 0,68 | 3 |
1,0+0,12 |
2,3 | |||||||
| 0,70 | 8 |
1,0+0,12 |
2,3 | |||||||
| 0,80 | 35 |
1,3+0,12 |
2,6 | |||||||
| 0,88 | 9 |
1,5+0,12 |
2,8 | |||||||
| 1,00 | 36 |
1,5+0,12 |
2,8 |
 2.3.
Конструктивний
розрахунок
трансформатора
2.3.
Конструктивний
розрахунок
трансформатора
Розрахунок трансформатора робимо по підручнику А. Б. Грумбіної «Електричні машини і джерела живлення радіоєлетронних пристроїв».
Дані для розрахунку:
напруга мережі U1 = 220 В;
частота мережі f = 50 Гц;
параметри вторинних обмоток: U2 = 25 В, I2 = 3 А, U3 = 15 В,
I3 = 2 А.
2.3.1. Визначаємо габаритну (споживану навантаженням) потужність:
Рг = U2·I2 + U3·I3 = 25·3 + 15·2 = 105 В·А. (2.15)
Відповідно з 2 вибираємо сталь 1513, магнитопровід із пластин товщиною 0,5 мм, у котрого kc = 0,93, а також знаходимо параметри відповідні Рг = 105 В·А: В = 1,35 Тл; J = 2,5 А/мм2; kо = 0,31; = 0,95.
2.3.2. Визначаємо струм первинної обмотки:
 А,
(2.16)
А,
(2.16)
де cos 1 = 0,9 – коефіцієнт потужності трансформатора.
2.3.3. Визначаємо вихідну розрахункову величину ScSo, см4, для вибору типорозміру магнітопровода:

 см4
(2.17)
см4
(2.17)
де В = 1,35 Тл – магнітна індукція;
J = 2,5 А/мм2 – щільність струму;
kо = 0,31 – коефіцієнт заповнення вікна міддю обмоток;
kc = 0,93– коефіцієнт заповнення перетину магнітопроводу сталлю;
= 0,95 – КПД трансформатора.
Відповідно до отриманого ScSo із 2 вибираємо броньовий магнітопровід (рис. 2.4) із пластин Ш2050, у котрого
ScSo = 100>94,7 см4, із наступними параметрами: а = 20 мм – ширина стрижня; с = 20 мм – ширина вікна; h = 50 мм – висота вікна; b = 50 мм – товщина магнітопроводу; Sc = 9,10 см2 – активний перетин стрижня.
Габаритні розміри магнітопровода
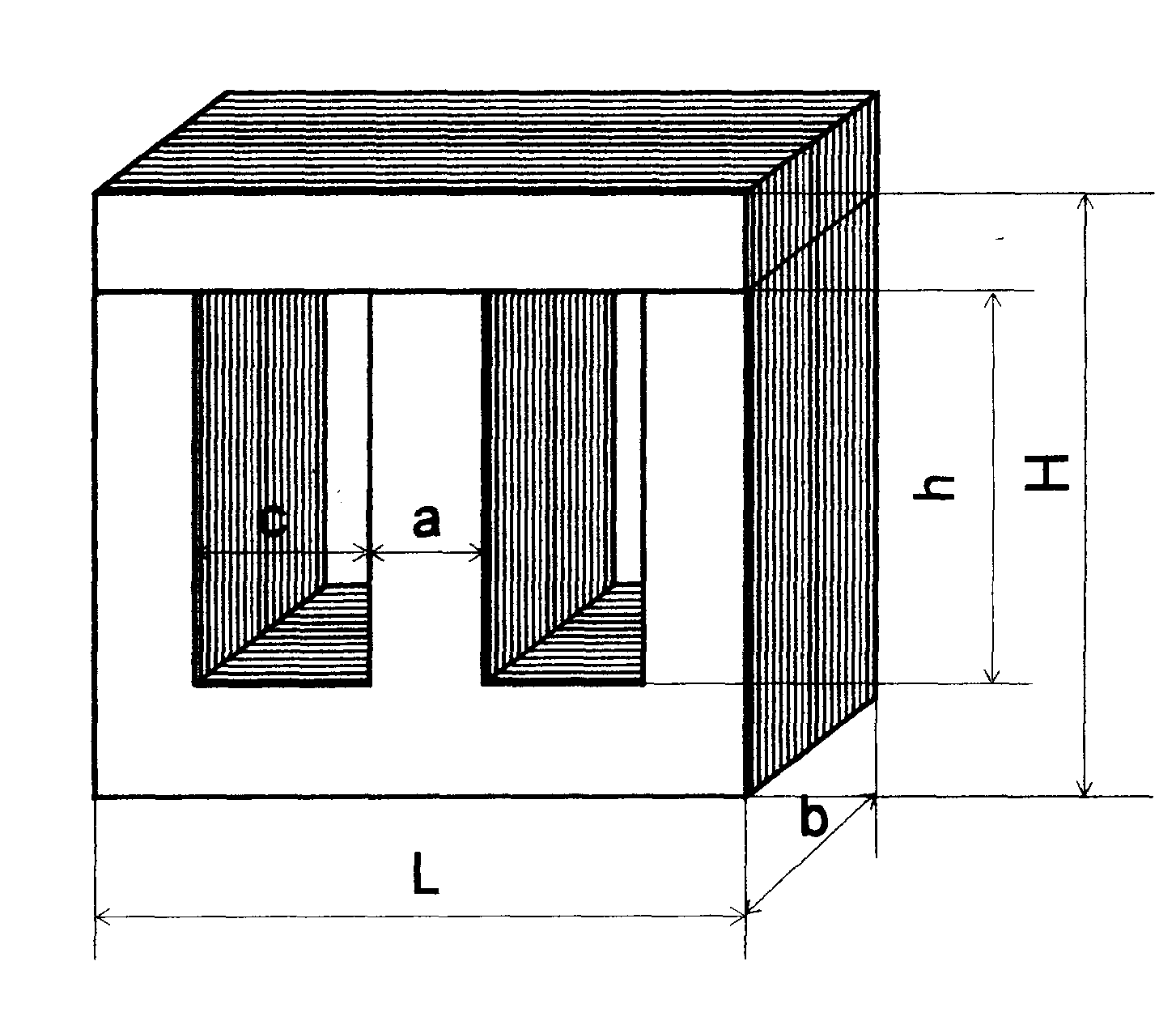
Рис. 2.4
2.3.4. Визначаємо число витків обмоток:
 ,
(2.18)
,
(2.18)
де U1% = 4,5; U2% = 9 – відносні падіння напруги в обмотках2.
 витків;
витків;
 витків;
витків;
 витків.
витків.
2.3.5. Визначаємо перетин дротів обмоток:
 ,
(2.19)
,
(2.19)
де J = 2,5 А/мм2 - щільність струму в обмотках.
 мм2;
мм2;
 мм2;
мм2;
 мм2.
мм2.
По знайдених перетинах дроту з 2 для дроту марки ПЭВ-1 знаходимо відповідні діаметри дроту обмоток з ізоляцією. Таким чином, d1 = 0,61 мм; d2 = 1,33 мм; d3 = 1,13 мм.
2.3.6. Визначаємо можливість розміщення обмоток у вікні вибраного магнітопроводу:
cнеобх = k(ε2 + δ1 + δ1,2 + δ2 + δ2,3 + δ3 + ε3) + ε4, (2.20)
де k = 1,2 - 1,3 – коефіцієнт розбухання обмоток за рахунок нещільного розміщення шарів;
ε2 = 1,0 – 2,0 мм – товщина ізоляції між обмотками і стержнем, вона виконується з електрокартона або гетинакса;
δ 1,2,
δ2,3
= 0,5 – 1,0 мм – товщина
ізоляції між
обмотками,
виконується
звичайно з
лакотканини;
1,2,
δ2,3
= 0,5 – 1,0 мм – товщина
ізоляції між
обмотками,
виконується
звичайно з
лакотканини;
ε3 = 0,5 – 1,0 мм – товщина зовнішньої ізоляції котушки;
ε4 = 1 – 4 мм – відстань від котушки до другого стержня.
Визначаємо число витків в одному шарі кожної обмотки:
 ,
(2.21)
,
(2.21)
де h = 50 мм - висота вікна магнітопровода;
ε1 = 2 - 5 мм - відстань від обмотки до ярма;
 ;
;
 ;
;
 .
.
Визначаємо число шарів кожної обмотки:
 ,
(2.22)
,
(2.22)
 .
.
Приймемо m1 = 11.
 .
.
Приймемо m2 = 3.
 .
.
Приймемо m3 = 2.
Визначаємо товщину кожної обмотки:
δ = m·(d + γ), (2.23)
де γ – товщина ізоляційної прокладки, що застосовується, якщо напруга між шарами перевищує 50 В.
δ1 = m1·(d1 + γ1) = 11·0,61 = 6,71 мм;
δ2 = m2·(d2 + γ2) = 3·1,33 = 3,99 мм;
δ3 = m3·(d3 + γ3) = 2·1,13 = 2,26 мм.
Знайдені дані підставляємо у формулу (2.20) і одержуємо результат:
c необх
= 1,2·(1 + 6,71 + 0,5 + 3,99 + 0,5 + 2,26 + 0,5) + 1 = 19,552
мм.
необх
= 1,2·(1 + 6,71 + 0,5 + 3,99 + 0,5 + 2,26 + 0,5) + 1 = 19,552
мм.
Таким чином cнеобх не перевищує ширину вікна вибраного магнітопровода, що дорівнює 20 мм, отже, обмотки трансформатора розмістяться у вікні даного магнітопровода.
2.4. Розрахунок випрямляча та стабілізатора
2.4.1. Розрахунок випрямляча на навантаження ємнісного характеру
Розрахунок випрямляча робимо по підручнику А. Б. Грумбіної «Електричні машини і джерела живлення радіоелектронних пристроїв».
Вихідні дані (номінальні значення):
випрямленої напруги в навантаженні Uон = 25 В;
випрямлений струм у навантаженні Iо = 0,5 А;
коефіцієнт пульсації випрямленої напруги Кп.н =1%;
напруга мережі Uс = 220 В;
частота мережі fс = 50 Гц;
робочий діапазон температур Токр від –60 до +80oС;
потужність у навантаженні Рон = UонIо = 250,5 = 12,5 ВА.
2.4.1.1. Вибір схеми випрямлення визначається значеннями потужності і напруги. Оскільки потужність у навантаженні в даному випадку невелика, а випрямлений струм менше 1 А, можна застосувати однофазну мостову схему випрямлення з фільтром, що починається з конденсатора; позначимо його Со. (рис. 2.5)
2.4.1.2. Визначаємо напругу на виході схеми випрямлення Uо з урахуванням падіння напруги на LC-фільтрі:

 В,
(2.24)
В,
(2.24)
де (ΔUф/Uон)% = 10,1% – визначаємо за графіком (рис. 2.6)
Графік для визначення падіння напруги на дроселі фільтра
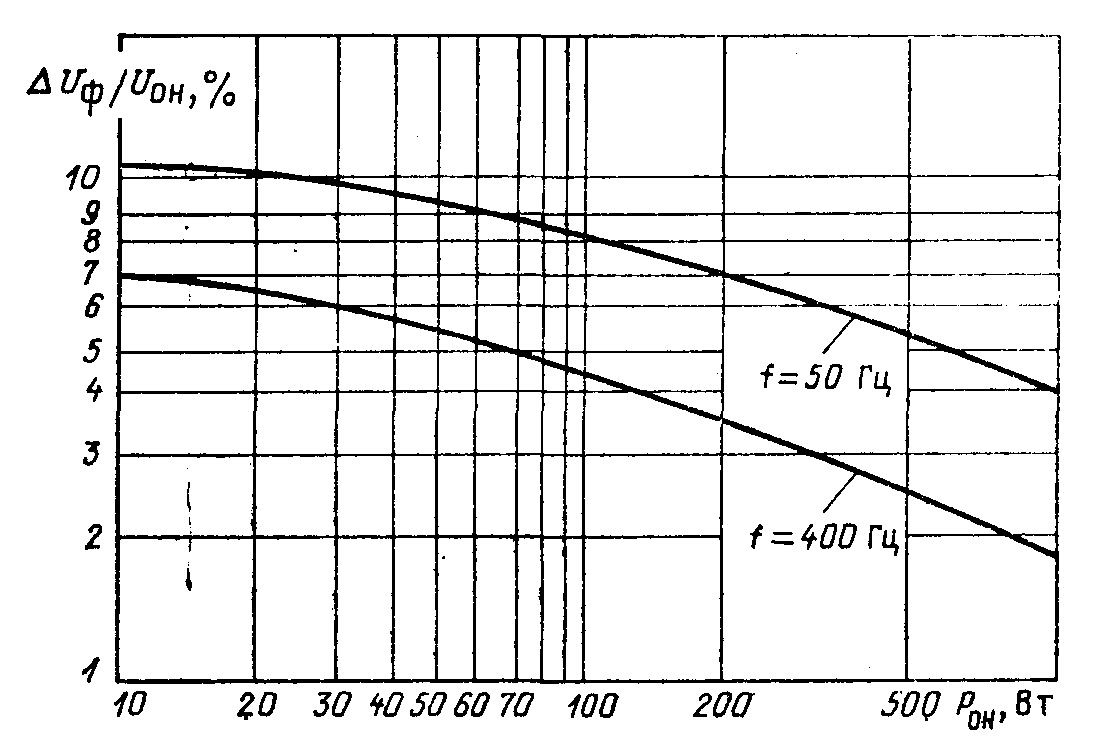
Рис. 2.6
2.4.1.3.1. Визначення основних параметрів і вибір діодів
Основні параметри діодів схеми визначаються по 2, відповідно до котрого приблизне значення Iпр.і.п = 3,5Iо = 3,50,5 = 1,75 А – повторюваний імпульсний струм діода; Iпр.ср = Іо/2 = 0,5/2 = 1,75 А – середнє значення прямого струму схеми; Uобр. і.п = 1,5Uо = 1,527,53 = 41,3 В – повторювана імпульсна обернена напруга, що прикладається до діода схеми. Після розрахунку випрямляча значення Iпр.і.п уточнюється по 2
2.4.1.3.2. Відповідно до отриманих даних по 3 вибираємо діоди типу КД202Д із наступними параметрами при температурі навколишнього середовища від –60 до +1300С: Iпр.ср.max = 5АIпр.ср;Uобр.і.max =
= 200ВUобр.і.п; Iпр.і.max = 6Iпр.ср.max = 65 = 30АIпр.і.прибл; Uпр. ср = =1В.
2.4.1.4. Електричний розрахунок випрямляча
2.4.1.4.1. Визначаємо активний опір обмоток трансформатора, приведений до вторинної обмотки:
 Ом,
(2.25)
Ом,
(2.25)
де
![]() = 3,5 – коефіцієнт,
що залежить
від схеми випрямлення
2;
= 3,5 – коефіцієнт,
що залежить
від схеми випрямлення
2;
B = 1,4 Тл – магнітна індукція в магнітопроводі трансформатора (див. с. );
= 1 – число стрижнів
магнітопроводу,
що несуть обмотки;
= 1 – число стрижнів
магнітопроводу,
що несуть обмотки;
fc = 50 Гц – частота мережі.
2.4.1.4.2. Визначаємо диференціальний (внутрішній) опір вентилів (одного плеча схеми):
 Ом,
(2.26)
Ом,
(2.26)
де Nпосл = 1 – кількість послідовно з’єднаних діодів.
2.4.1.4.3. Визначаємо активний опір фази випрямляча:
ro = 2rдиф + rтр = 21,33 + 4,13 = 6,79 Ом (2.27)
2.4.1.4.4. Визначаємо індуктивність розсіювання обмоток трансформатора приведену до вторинної обмотки трансформатора (з урахуванням, що намотка провадиться звичайним засобом):
 Гн,
(2.28)
Гн,
(2.28)
де КL = 5,010-3 2, с.321.
2.4.1.4.5. Визначаємо співвідношення між активним і реактивним опорами фази випрямляча:
 ,
(2.29)
,
(2.29)
= 6054.
2.4.1.4.6. Визначаємо допоміжний коефіцієнт А:
 (2.30)
(2.30)
де m = 2 – коефіцієнт схеми, рівний числу імпульсів випрямленої напруги 2, с.320.
2.4.1.4.7. Визначаємо розрахункові коефіцієнти B, D, F і H по знайденому значенню коефіцієнта А за допомогою графіків рис. 2.7 – рис. 2.10: В = 1,35; D = 1,925; F = 4,5; H = 40000.
Залежність коефіцієнта В від А при різних значеннях
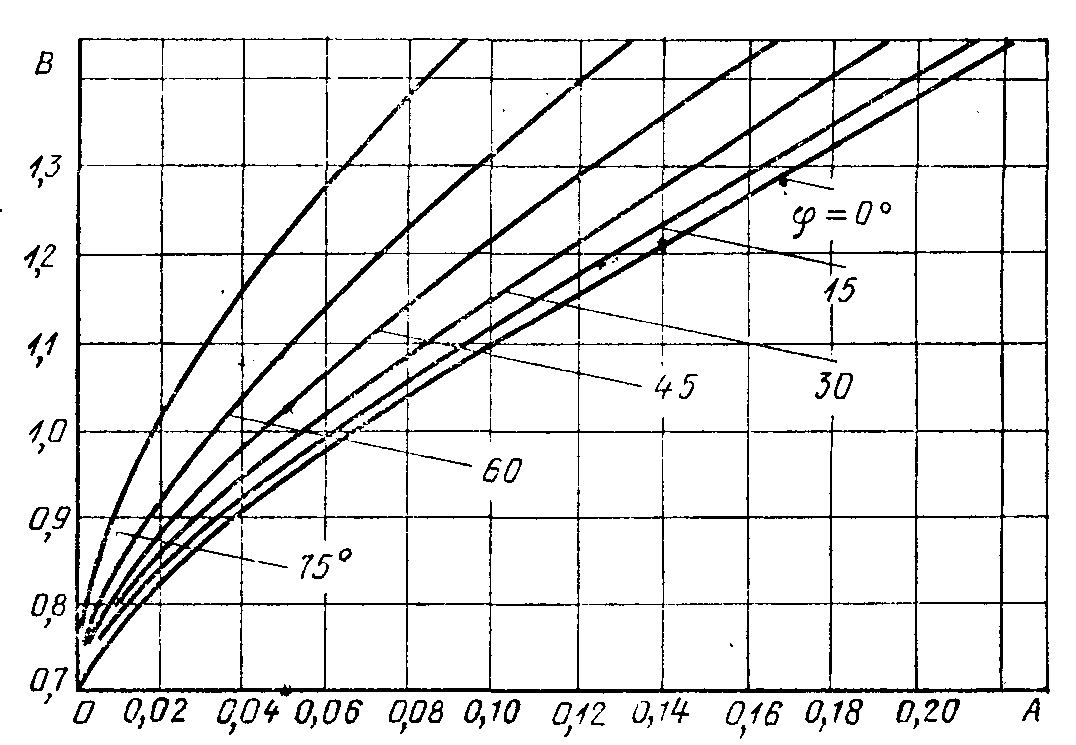
Рис. 2.7
Залежність коефіцієнта F від А при різних значеннях
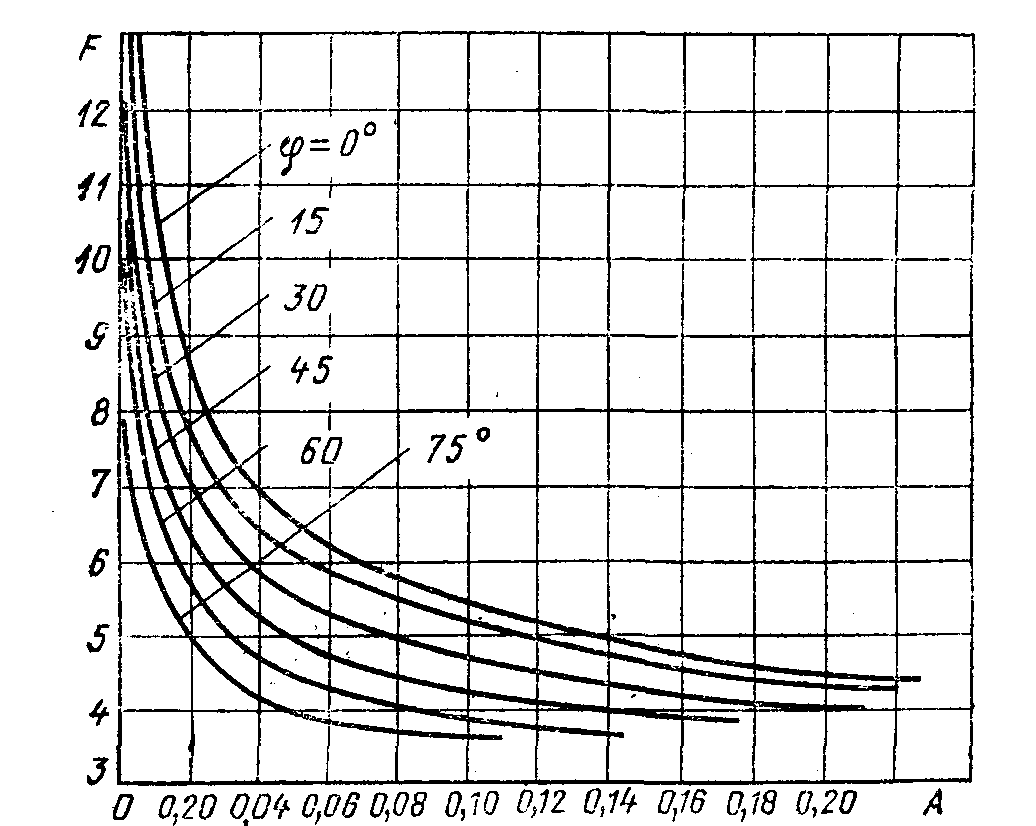
Рис. 2.8
З алежність
коефіцієнта
D від А при різних
значеннях
алежність
коефіцієнта
D від А при різних
значеннях
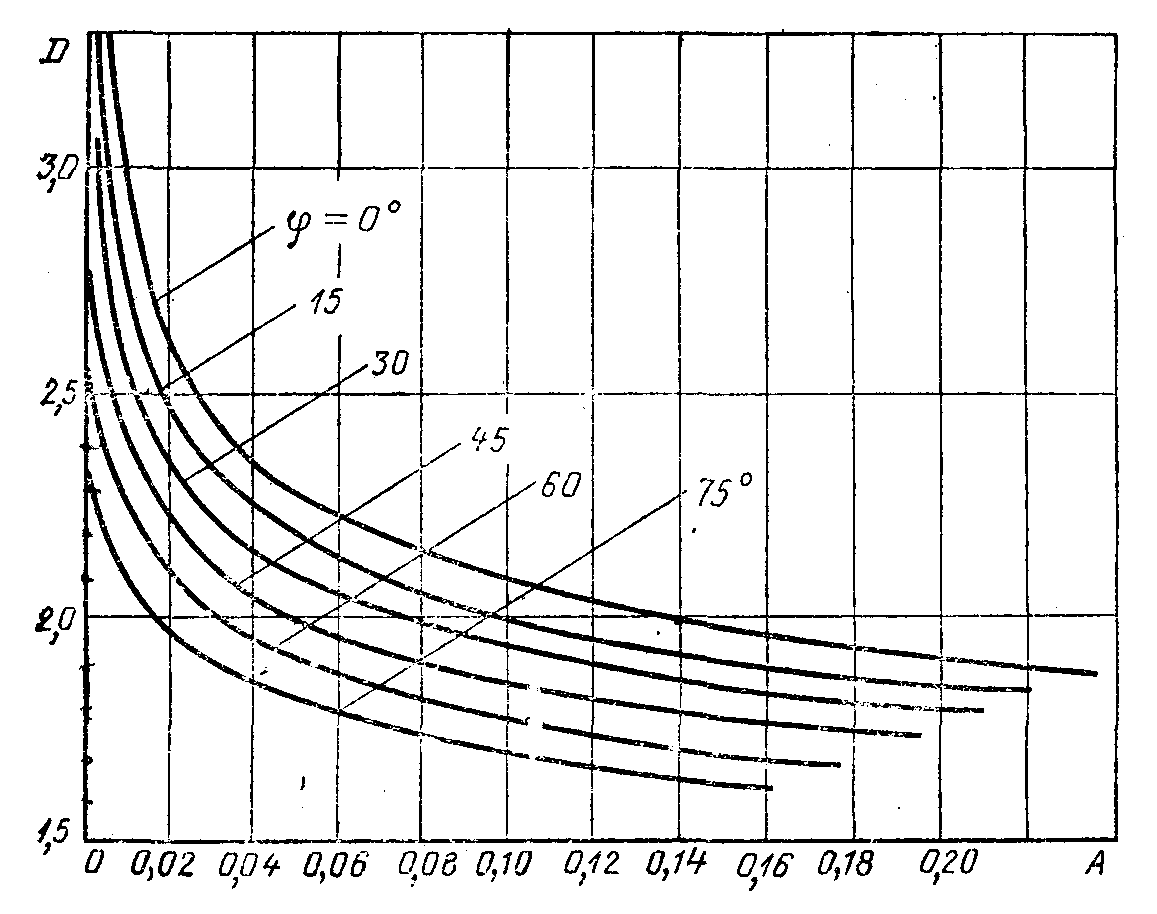
Рис. 2.9
Залежність коефіцієнта Н від А при m = 2
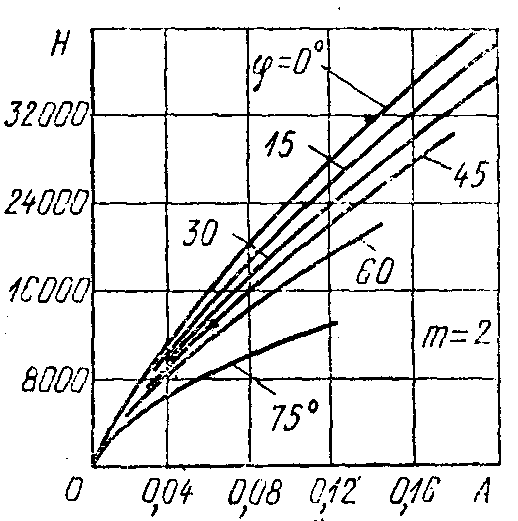
Рис. 2.10
2.4.1.4.8. Визначаємо уточнене значення Iпр.і.п [2]:
 А5А,
(2.31)
А5А,
(2.31)
Таким чином вентиль КД202Д по струму вибраний правильно.
2.4.1.4.9. Визначаємо електричні параметри трансформатора (габаритну потужність, напруги і струми в обмотках) з урахуванням отриманих у п. 2.4.1.4.7 розрахункових коефіцієнтів:
U2 = BUо = 1,3527,53 = 37 В, (2.32)
 А,
(2.33)
А,
(2.33)
 А,
(2.34)
А,
(2.34)
Рг = 1,5Ро = 1,5UоIо = 1,527,530,5 = 20,65 ВА, (2.35)
2.4.1.4.10. Робимо перевірку обраного діода по оберненій напрузі:
Uобр.і = 1,41U2 = 1,4137 = 52 В200В, (2.36)
Таким чином, вентиль КД202Д по оберненій напрузі обраний правильно.
2.4.2. Розрахунок напівпровідникового стабілізатора постійної напруги компенсаційного типу
Розрахунок робимо по книзі А. Б. Грумбіної «Електричні машини і джерела живлення радіоелектронних пристроїв»
Вихідні дані для розрахунку стабілізатора (рис. 2.11):
вхідна напруга Uвх = – 25 В;
нестабільність вхідної напруги Uвх=2 В;
вихідна напруга Uвих = – 15В;
границі регулювання вихідної напруги від – 12 В до – 16 В;
коефіцієнт стабілізації Кст500;
напруга джерела живлення базового ланцюга регулюючого транзистора Ео = – 30 В (введення Ео дозволяє одержати більший Кст);
максимальний струм в навантаженні Iн mаx = 1,5 А.
2.4.2.1. Визначення параметрів регулюючого транзистора VT1 і вибір типу транзистора:
а) максимальна напруга колектор – емітер:
Uке1 max = Uвх max – Uвих min = – 27 – (– 12) = – 15 В; (2.37)
б) максимальна потужність, разсіювана на транзисторі:
Рк1 max = Uке maxIн mаx = 151,5 =22,55 Вт, (2.38)
За даними розрахунку п. "а" і "б" вибираємо транзистор VT1, у якого: Uке max > Uке1 max; Iк mаx > Iк1 Iн max ;Рк max > Рк1 max.
Цій умові задовольняє транзистор КТ818Б із параметрами Uке max =
= 10 А; Рк max = – 60 Вт; h21е=20, [2].
2.4.2.2. Визначення параметрів опорного стабілітрона і вибір типу стабілітрона проводиться з урахуванням наступних положень [2].
У якості опорного стабілітрона застосовують стабілітрони з найменшими значеннями ТКН (температурний коефіцієнт напруги ) і rст (диференціальний опір стабілітрона) [3].
Крім того, для даної схеми стабілізатора опорна напруга стабілітрона повинна відповідати такій умові:
UопUвих min – (23) (2.39)
Підставляючи в цей вираз Uвих = – 12В, одержуємо Uоп = 10–9 В та в відповідності з наведеною рекомендацією вибираємо стабілітрон типу Д818Е з параметрами: Uст = Uоп = 8,55–9,45 В – напруга стабілізації;
Icт =3–33 мА – струм стабілізації; rст = 18 Ом ;ТКН = 0,09 мB/0С;
приймаємо Uоп = 9В; Icт.ном = 20 мА – номінальний струм стабілізації.
2.4.2.3. Визначення параметрів підсилювального транзистора VT2 і вибір типу транзистора проводиться після визначення Uке2 max по виразу:
Uке2 max Uвих max – Uоп = 16 – ( – 9) = – 7В. (2.40)
Виходячи з умови Uке max > Uке2 max вибираємо транзистор КТ501К із достатньо високим коефіцієнтом передачі струму h21е=80 – 240; параметри вибраного транзистора наступні: Uке max = – 45 В; Iк mаx =
= 300мА; Рк max = 350 мВт; h21е=80 – 240. Приймемо струм колектора транзистора Iк2 Iе2 = 10 мА = Iк mаx
2.4.2.4. Визначаємо опір баластового резистора:
 Ом,
(2.41)
Ом,
(2.41)
2.4.2.5. Визначаємо потужність розсіювану на резисторі Rб:
Рб = (Іст.ном – Іе2)2·Rб = ((20 – 10)·10-3)2·600 = 0,006 Вт, (2.42)
Згідно [7], вибираємо резистор МЛТ-0,125-600 Ом±10%
 2.4.2.6.
Визначаємо
опір резистора
Rк,
що встановлений
в ланцюгу колектора
підсилювального
транзистора:
2.4.2.6.
Визначаємо
опір резистора
Rк,
що встановлений
в ланцюгу колектора
підсилювального
транзистора:
 ,
(2.43)
,
(2.43)
де Іб1 max + Ік2 = ІRк – це струм, що протікає по резистору Rк, причому:
 А
= 71 мА (2.44)
А
= 71 мА (2.44)
Підставивши значення параметрів у вираз (2.43), отримаємомо:
 Ом
Ом
2.4.2.7. Визначаємо потужність розсіювану на резисторі Rк:
Рк = (Іб1 max + Ік2)2·Rк = ((71 + 10)·10-3)2·173 = 1,14 Вт, (2.42)
Згідно [7], вибираємо резистор МЛТ-2-180 Ом±10%.
2.4.2.8. Визначаємо опори дільника R1 – R3
Визначення опорів дільника R1– R3 відбувається на базі рівнянь, записаних при таких умовах: вихідна напруга стабілізатора має найбільше значення (Uвих max) при крайньому нижньому положенні движка перемінного резистора R2; у крайньому верхньому положенні движка вихідна напруга мінімальна, тобто дорівнює Uвих min. Таким чином:
![]() ;
;
![]() ;
;
![]() .
.
З цих рівнянь виводяться формули для розрахунку R1 – R3; при цьому значення струму дільника Iділ визначається в такий спосіб:
 мА,
(2.43)
мА,
(2.43)
 кОм,
(2.44)
кОм,
(2.44)
 кОм
(2.45)
кОм
(2.45)
 кОм,
(2.46)
кОм,
(2.46)
2.4.2.9. Визначаємо потужність розсіювану на резисторах R1 – R3:
Р1 = Іділ2·R1 = (2,5·10-3)2·1200 = 0,0075 Вт, (2.47)
Р2 = Іділ2·R2 = (2,5·10-3)2·1600 = 0,01 Вт, (2.48)
Р3 = Іділ2·R3 = (2,5·10-3)2·3600 = 0,023 Вт, (2.49)
Згідно [7], вибираємо резистори: МЛТ-0,125-1200 Ом±10%;
МЛТ-0,125-1600 Ом±10%; МЛТ-0,125-3600 Ом±10%.
2.4.2.10. Визначаємо коефіцієнт стабілізації напруги:
 ,
(2.50)
,
(2.50)
де rк1 = 40103 Ом – опір колекторного переходу (колектора) VT1 відповідно до [11];
rе2 = 2,6 Ом – опір емітера VT2, відповідно до [11];
rб2 = 500 Ом – опір бази VT2, відповідно до [11].
 >500.
>500.
 Список
літератури
Список
літератури
1. Блаут-Блачева В. И., Волоснов А. П., Смирнов Г. В. технология производства радиоаппаратуры. М.: Энергия, 1972. 376 с.
2. Грумбина В. А. Электрические машины и источники питания радиоэлектронных устройств. М.: Энергоатомиздат, 1990. 368 с.
3. Диоды и тиристоры: Справочник/Под общ. ред. А. А. Чернышова. М.: Радио и связь, 1970. 245 с.
4. Калинин Н. Н., Скибинский Г. Л., Новиков П. П. Электрорадиоматериалы. М.: высшая школа, 1981. 294 с.
5. Конденсаторы: справочник/Под ред. И. И. Четверткова. М.: Радио и связь, 1986. 540 с.
6. Павлов С. П. Охрана труда в радио- и электронной промышленности. М.: Энергия, 1979. 208 с.
7. Резисторы: Справочник/Под общ. ред. И. И. Четверткова. М.: Радио и связь, 1978. 326 с.
8. Справочник конструктора РЭА: Общие принципы конструирования/Под ред. Р. Г. Варлема. М.: Энергия, 1972. 296 с.
9. Справочник по конструированию радиоэлектронной аппаратуры (печатные узлы)/А. И. Горобец, А. И. Степаненко, В. М. Коронкевич. Киев: Техніка,1985. 312 с.
10. Справочник радиолюбителя-конструктора. 3-е изд., перераб. и доп. М.: Радио и связь,1983. 560 с.
11. Транзисторы: Справочник/О. П. Григорьев, В. Я. Земятин, Б. В. Кондратьев и др. М.: Радио и связь, 1985. 355 с.
12. Фрумкин Г. Д. Расчет и конструирование радиоаппаратуры. М.: Энергоатомиздат, 1983. 283 с.
13. Хромой Б. П., Моисеев Ю. Г. Электрорадиоизмерения. М.: Энергия, 1983. 372 с.
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Аркушів8 |
Аркуш1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Розроб. |
Шестопал М. М. |
СБТ КДАВТ |
Р-4260.024.002СК |
СТ1028800001 |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Перев. |
Пашковська Л.В. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Затв. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н. контр. |
Пашковська Л.В. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
1 05 88500 Підготовча ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 норм. 1 1 1 2,3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Отримати конструкторську та технологічну документацію. Вивчити їх. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
10 88000 Рихтовка виводів ЕРЕ ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
ГГ2293 Установка для рихтовки виводів ЕРЕ монтажн. 2 норм. 1 1 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Рихтувати виводи ЕРЕ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
15 887662 Лужіння виводів ЕРЕ ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
ГГМ2.339.002Установка для лужіння виводів ЕРЕ монтажн. 2 норм. 1 1 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Припой ПОС-61 ГОСТ 21931-78, флюс ФКСП ОСТ 4ГО.033.200 комора 0,1 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Лудити виводи ЕРЕ згідно цехової таблиці |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
20 887123 Формовка та обрізка виводів ЕРЕ ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
ГГМ3 112.004 Автомат формовки виводів ЕРЕ монтажн. 2 норм. 1 1 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Формувати та обрізати виводи ЕРЕ згідно цехової таблиці та вимог креслення |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш2 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
2 25 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,38 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, резистори поз.33…поз.41, поз.46 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити резистори поз.33…поз.41, поз.46 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
3 30 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,38 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, резистори поз.42…поз.45, поз.47 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити резистори поз.42…поз.45, поз.47 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
4 35 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,38 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, резистори поз.48…поз.54, поз.56 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити резистори поз.48…поз.54, поз.56 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
5 40 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,38 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, резистори поз.2…поз.5, поз.57…поз62, поз.55 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити резистори поз.2…поз.5, поз.57…поз62, поз.55 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
6 45 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхеми поз.28, конденсатори поз.10…поз.12 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхеми поз.28, конденсатори поз.10…поз.12 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
7 50 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхеми поз.29, конденсатори поз.13…поз.16 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхеми поз.29, конденсатори поз.13…поз.16 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш4 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
8 55 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхеми поз.32, конденсатори поз.17…поз.22 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхеми поз.32, конденсатори поз.17…поз.22 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
9 60 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхема поз.30 (1 шт.), конденсатори поз.23…поз.26 (1 шт.) комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхему поз.30 (1 шт.), конденсатори поз.23…поз.26 (1 шт.) на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
10 65 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхема поз.30 (1 шт.), конденсатори поз.26 (1 шт.), поз.27, стабілітрони поз.64 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхему поз.30 (1 шт.), конденсатори поз. 26 (1 шт.), поз.27, стабілітрони поз.64 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
11 70 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,4 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхема поз.31 (1 шт.), транзистори поз.68, стабілітрони поз.63, поз.65, поз.66 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхему поз.31 (1 шт.), транзистори поз.68, стабілітрони поз.63, поз.65, поз.66 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
12 75 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,44 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхема поз.31 (1 шт.), транзистори поз.67, поз.69, поз.70, діод поз.7 (1 шт.) комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхему поз.31 (1 шт.), транзистори поз.67, поз.69, поз.70, діод поз.7 (1 шт.) на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
13 80 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,44 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, мікросхема поз.31 (1 шт.), транзистори поз.71…поз.73, діод поз.7 (1 шт.) комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити мікросхему поз.31 (1 шт.), транзистори поз.71…поз.73, діод поз.7 (1 шт.) на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш6 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
14 85 8840581 Електромонтажна ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 шкідл. 1 1 1 2,42 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
К |
Плата поз.1, випрямний блок поз.6, діоди поз.7 (2 шт.), поз.8, поз.9 комора |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Встановити випрямний блок поз.6, діоди поз.7 (2 шт.), поз.8, поз.9 на плату поз.1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
ОСТ 4ГО.060.015 Пінцет МП150 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
15 90 8840233 Пайка хвилею припою ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ГГ1621 Лінія пайки хвилею припою монтажн. 3 шкідл. 1 1 1 2,3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
М |
Припой ПОС - 61 ГОСТ 21931-78 комора 0,015 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
М |
Флюс ФСКСп ОСТ 4ГО.033.200 комора 0,0012 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О1 |
Закріпити плату с навісними ЕРЕ в касету |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О2 |
Встановити касету на конвеєр |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О3 |
Провести флюсовання попередньо підігрівши плату до t0 = 5050C |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О4 |
Провести пайку навісних елементів при t0 = 240 – 2500C |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О5 |
Вийняти плату з касети та перевірити якість пайки зовнішнім оглядом |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
16 95 88400 Допайка ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш7 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
ОСТ 4ГО.060.006 Робочий стіл монтажн. 3 шкідл. 1 1 1 2,3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
М |
Припой ПОС - 61 ГОСТ 21931-78 комора 0,007 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
М |
Флюс ФСКСп ОСТ 4ГО.033.200 комора 0,006 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О |
Видалити бурульки припою, перемички між друкованими провідніками, а також паяти непропаяні місця |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
Паяльник ПСН - 250 ГОСТ 7219-78, пінцет ПМ150 ОСТ 4ГО. 060.015 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
17 100 0133113 Промивка ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ГГ0867-4020 Установка промивки плат монтажн. 2 шкідл. 1 1 1 2,3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
М |
Спиртобензинова суміш 1:1 комора 0,2 кг |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О1 |
Встановити плату в загрузочну сітку |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О2 |
Розташувати сітку з платами в вану промивки, витримати t = 1 – 1,5 хв., при t0 = 40 – 45оС |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О3 |
Вийняти загрузочну сітку і дати стекти надлишкам розчинника t = 30 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О4 |
Встановити сітку з платами в зону сушки t0 = 40 – 45оС |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
А |
105 Контроль ВТК ІОП № 215 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
ОСТ 4ГО.060.006 Робочий стіл монтажн. 2 норм. 1 1 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О1 |
Перевірити зовнішним оглядом правильність встановлення ЕРЕ та відсутність в них ушкоджень |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Взам. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подл. |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Плата |
Аркуш8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р-4260.024.002СК |
СТ1028800001 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
Зм. |
Арк. |
№ докум. |
Підп. |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||
|
А |
Цех |
Уч |
РМ |
Опер |
Код, найменування операції |
Позначення документа |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Б |
Код, найменування обладнання |
СМ |
Проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ. |
ТПЗ |
ТШТ. |
||||||||||||||||||||||||||||||||||||||||||||
|
К/М |
Найменування деталі, ск. одиниці або матеріалу |
Позначення, код |
ОПП |
ЕВ |
ЕН |
КИ |
НРАСХ. |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Перевірити якість паяних з’єднань. Форма паяного з’єднання повинна бути "склетною", тобто під припоєм повинен |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
бути видний контур виводу. Поверхня припою повинна бути гладкою та глянцевою без щилин і напливів. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
О3 |
Зробити відмітку про контроль |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т |
Збільшувальне скло 4-х кратне |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
МК |
Маршрутна карта |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 А
А А
А А
А А
А А
А Б
Б О2
О2 4.
ТЕХНОЛОГІЧНИЙ
РОЗДІЛ
4.
ТЕХНОЛОГІЧНИЙ
РОЗДІЛ
4.1. Вибір типу виробництва
Тип виробництва характеризується вузькою спеціалізацією робочих місць, за кожним із яких закріплено виконання тільки однієї операції.
Серійне виробництво характеризується універсальністю робочих місць і виготовленням різноманітних виробів партіями, що регулярно повторюються через певні проміжки часу. За кожним робочим місцем закріплюється декілька операцій, виконуваних періодично.
Одиничне виробництво характеризується універсальністю робочих місць, за котрими немає закріплення операцій.
Тип виробництва визначається коефіцієнтом закріплення операцій Кзо = О/Р, де Р - число робочих місць, на яких виконуються операції; О – число різноманітних операцій, виконуваних на одному робочому місці.
Відповідно до ГОСТ 14.004-74 тип виробництва визначається за значенням Кзо:
масове Кзо = 1;
крупносерійне Кзо = 1 - 10;
середньосерійне Кзо = 10 - 20;
дрібносерійне Кзо = 10 - 40;
При масовому виробництві технологічний процес розробляється докладно з розбивкою на операції і переходи, а при дрібносерійному виробництві технологічний процес розробляється укрупнено, із розбивкою тільки на операції, тому що роботу виконують робітники високої кваліфікації.
Вибір типу виробництва: так як за кожним робочим місцем виконується одна або декілька операцій, а також річна програма випуску N = 100000 шт., вибираємо масовий тип виробництва.
4.2. Обгрунтування вибору технологічного процесу
Забезпечення виконання вимоги випереджаючого розвитку вітчизняної науки і техніки значною мірою залежать від вибору перспективних напрямків удосконалювання технології радіоелектронного аппаратобудування.
Одним з основних принципів створення сучасних принципів створення сучасних виробів радіопромисловості є проведення широкої уніфікації. Уніфікація - приведення до одноманітності деталей, застосовуваних у радіоелектронній апаратурі. Сенс уніфікації в тому, щоб зменшити число найменувань виробів, встановлюваних в апаратурі. Наприклад, із кріпильних деталей, не знижуючи механічної міцності кріплень, застосовувати якнайменше різнотипних болтів, гвинтів, гайок і шайб. Це також відноситься і до резисторів, конденсаторів і інших виробів. Скорочення різнотипності застосовуваних виробів спрощує оформлення замовлень і одержання виробів по ним.
Основний ефект уніфікації - це створення пересилок для організації серійного і масового виробництва і підвищення його економічної ефективності. Найбільше повно уніфікація реалізується при переході на мікромініатюризацію як найбільш прогресивний принцип конструктивно-технологічних рішень.
Нормалізація – установлення єдиних норм і вимог до однотипних виробів по розмірах, параметрам і методам іспитів. Нормалізація подібна зі стандартизацією, але здійснюється а межах однієї галузі промисловості або підприємства.
Стандартизація загальних технічних вимог і єдиних методів іспитів радіоелектронної апаратури дозволяє здійснити одноманітність устаткування підприємств, його здешевлення.
Стандартизація й уніфікація основних технологічних процесів дозволяє значно прискорити технологічну підготовку виробництва.
Виготовлення нової радіоелектронної апаратури зв’язано з переробкою ряду матеріалів, складання деталей та складальних одиниць.
Процесс виготовлення деталей, складання та монтаж радіоапаратури можуть виконуватися багатьма способами в залежності від типу виробництва та складності виготовлення виробу. Технологічний процесс складається з операцій, зв’язаних з послідовною зміною форм чи стану матеріалу.
Технологічний процес ділиться на операції. Для розробки технологічного процесу необхідні: подетальні робочі креслення, складальні креслення, принципові та монтажні схеми, специфікація на матеріали, дані про фактичне обладнання та їх планіровку, виробничий план випуску продукції.
 Вибраний
технологічний
процес повинний
бути найбільш
економічним
з усіх можливих
варіантів.
Оптимальним
технологічним
процесом має
бути такий, в
якому використовуються
прогресивні
прийоми робіт,
високопродуктивне
обладнання,
сучасні технології,
технологічна
оснастка та
засоби контролю,
типові та
нормалізовані
технологічні
процеси. Для
підвищення
технологічної
підготовки
виробництва
до випуску
нових виробів
та зменшення
затрат на підготовку
приймають
типові технологічні
процеси.
Вибраний
технологічний
процес повинний
бути найбільш
економічним
з усіх можливих
варіантів.
Оптимальним
технологічним
процесом має
бути такий, в
якому використовуються
прогресивні
прийоми робіт,
високопродуктивне
обладнання,
сучасні технології,
технологічна
оснастка та
засоби контролю,
типові та
нормалізовані
технологічні
процеси. Для
підвищення
технологічної
підготовки
виробництва
до випуску
нових виробів
та зменшення
затрат на підготовку
приймають
типові технологічні
процеси.
Типізація технологічних процесів заключається у виборі з усього розмаїття діючих технологічних процесів найбільш продуктивних та рентабельних.
Використаний технологічний процес складання та монтажу друкованого вузла складається з наступних основних операцій:
1) підготовча, при якій виконується підготовка ЕРЕ до монтажу;
2) електромонтажна, при якій виконують встановлення виводів ЕРЕ та гібридних ІМС в металізовані отвори друкованої плати згідно креслення та з’єднують пайкою. ЕРЕ та ІМС встановлюють на одну сторону плати, в результаті чого можливо використати групову пайку. При пайці використовується припой ПОС-61 ГОСТ 21931-78 та флюс ФКСп ОСТ 4ГО.033.200.
3) слюсарно-складальна, при якій необхідно встановити та закріпити деталі, складальні одиниці та ЕРЕ на шасі.
4.3.Розробка маршрутної технології процесу зборки друкованого вузла
4.3.1. Розраховуємо такт конвеєрної линії:
 хв.,
(4.1)
хв.,
(4.1)
де Ф – корисний фонд часу;
Nум.рік – річна програма випуску.
4.3.2. Визначаємо трудоємкість складально-монтажних робіт, використовуючи заводські норми часу. Для цього заповнюємо таблицю 4.1.
 Таблиця
4.1
Таблиця
4.1
Заводські норми часу на операції
| Найменування робіт | Норма часу, хв. | Кількість, шт. | Загальний час, хв. |
| 1. Підготовча | 2,3 | 1 | 2,3 |
| 2. Встановка резисторів | 0,14 | 68 | 9,52 |
| 3. Встановка діодів | 0,14 | 15 | 2,1 |
| 4. Встановка стабілітронів | 0,14 | 8 | 1,12 |
| 5. Встановка транзисторів | 0,2 | 9 | 1,8 |
| 6. Встановка мікросхем | 1,5 | 8 | 12 |
 Продовження
таблиці 4.1
Продовження
таблиці 4.1
| Найменування робіт | Норма часу, хв. | Кількість, шт. | Загальний час, хв. |
| 7. Встановка конденсаторів | 0,14 | 27 | 3,78 |
| 8. Встановка випрямних блоків | 0,3 | 2 | 0,6 |
| 9. Групова пайка | 2,3 | 1 | 2,3 |
| 10. Допайка | 2,3 | 1 | 2,3 |
| 11. Промивка | 2,3 | 1 | 2,3 |
4.3.3. Визначаємо кількість робочих місць:
 (4.2)
(4.2)
де Тск.м.р = 40,12 хв. – сумарний час складально-монтажних робіт.
4.3.4. Визначаємо, які операції виконуються на кожному робочо-му місці. Для цього заповнюємо таблицю 4.2.
Таблиця 4.2
Розбивка операцій на робочі місця
Зміст операції |
Норма часу, хв. | Номер робочого місця |
| 1. Підготовча | 2,3 | 1 |
| 2. Встановити резистори поз.33…поз.41, поз.46 | 0,14·17 = 2,38 | 2 |
| 3. Встановити резистори поз.42…поз.45, поз.47 | 0,14·17 = 2,38 | 3 |
| 4. Встановити резистори поз.48…поз.54, поз.56 | 0,14·17 = 2,38 | 4 |
| 5. Встановити резистори поз.2…поз.5, поз.55, поз.57…поз.62 | 0,14·17 = 2,38 | 5 |
| 6. Встановити мікросхеми поз.28; конденсатори поз.10…поз.12 | 1,5·1 + 0,14·6 = 2,34 | 6 |
| 7. Встановити мікросхеми поз.29; конденсатори поз.13…поз.16 | 1,5·1 + 0,14·6 = 2,34 | 7 |
| 8. Встановити мікросхеми поз.32; конденсатори поз.17…поз.22 | 1,5·1 + 0,14·6 = 2,34 | 8 |
| 9. Встановити мікросхеми поз.30 (1 шт.); конденсатори поз.23…поз.26 (1 шт.) | 1,5·1 + 0,14·6 = 2,34 | 9 |
| 10. Встановити мікросхеми поз.30 (1 шт.); конденсатори поз.26 (1 шт.), поз.27; стабілітрон поз.64 | 1,5·1 + 0,14·6 = 2,34 | 10 |
| 11. Встановити мікросхеми поз.31 (1 шт.); транзистори поз.68; стабілітрони поз.63, поз.65, поз.66 | 1,5·1 + 0,2·1 + +0,14·5 = 2,4 | 11 |
| 12. Встановити мікросхеми поз.31 (1 шт.); транзистори поз.67, поз.69, поз.70; діоди поз.7 (1 шт.) | 1,5·1 + 0,2·4 + +0,14·1 = 2,44 | 12 |
| 13. Встановити мікросхеми поз.31 (1 шт.); транзистори поз.71…поз.73; діоди поз.7 (1 шт.) | 1,5·1 + 0,2·4 + +0,14·1 = 2,44 | 13 |
|
14. Встановити випрямні блоки поз.6; діоди поз.7 (2 шт.), поз.8, поз.9 |
0,3·2 + 0,14·13 = 2,42 | 14 |
| 15. Групова пайка | 2,3 | 15 |
| 16. Допайка | 2,3 | 16 |
| 17. Промивка | 2,3 | 17 |
4.3.5. Визначаємо кількість операцій, необхідну для виготовлення друкованого вузла. Для цього заповнюємо таблицю 4.3.
 Таблиця
4.3
Таблиця
4.3
Маршрут виготовлення друкованого вузла
| Номер операції | Код операції | Назва операції |
| 05 | 88500 | Підготовча |
| 10 | 88000 | Рихтовка виводів |
| 15 | 887662 | Лужіння виводів |
| 20 | 887123 | Формовка та обрізка виводів |
| 25 | 8840581 | Електромонтажна |
| 30 | 8840581 | Електромонтажна |
| 35 | 8840581 | Електромонтажна |
| 40 | 8840581 | Електромонтажна |
| 45 | 8840581 | Електромонтажна |
| 50 | 8840581 | Електромонтажна |
| 55 | 8840581 | Електромонтажна |
| 60 | 8840581 | Електромонтажна |
| 65 | 8840581 | Електромонтажна |
| 70 | 8840581 | Електромонтажна |
| 75 | 8840581 | Електромонтажна |
| 80 | 8840581 | Електромонтажна |
| 85 | 8840581 | Електромонтажна |
| 90 | 8840233 | Пайка хвилею припою |
| 95 | 88400 | Допайка |
| 100 | 0133113 | Промивка |
| 105 | 0381611 | Контроль ВТК |
Обладнання та інструменти:
1) установка для рихтовки виводів ЕРЕ ГГ2293;
2) установка для лужіння виводів ЕРЕ груповим способом ГГМ2.339.002;
3) автомат формовки ЕРЕ ГГМ3 112.004;
4) автомат распаковки та рихтовки виводів ЕРЕ ГТ 2628;
5) робочий стіл ОСТ 4ГО.060.006;
6) пінцет ПМ150 ОСТ 4ГО.060.015;
7) острогубці ОСТ4ГО.060.012;
8) лінія пайки хвилею припою ГГ1621;
9) установка промивки плат ГГ0867-4020;
10) паяльник ПСН-250 ГОСТ 7219-78;
11) припой ПОС-61 ГОСТ 21931-78;
12) флюс ФКСП ОСТ 4ГО.033.200.
Розроблений технологічний процес оформлюється в технологічній маршрутній карті згідно ГОСТ 3.1118-82.
С уднобудівний
технікум
уднобудівний
технікум
КДАВТ
Зав. відділенням
/Мелешихіна Г.П./
ДЕТОНОМЕТР
Розробка конструкції
Пояснювальна записка
до дипломного проекту Р – 4260.024.001ПЗ
Група Р – 426
Спеціальність: Радіоприладобудування
Рецензент:
Керівник дипломного проекту: Пашковська Л. В.
Консультант по економічній частині: Тищенко В. М.
Дипломник: Шестопал М. М.
2000
ДИПЛОМНИЙ
ПРОЕКТ
С уднобудівний
технікум
уднобудівний
технікум
КДАВТ
Зав. відділенням
/Мелешихіна Г.П./
ДЕТОНОМЕТР
Пояснювальна записка
до дипломного проекту Р – 4260.024.001ПЗ
Група Р – 426
Спеціальність: 5.090.704
Рецензент:
Керівник дипломного проекту: Пашковська Л. В.
Консультант по економічній частині: Тищенко В. М.
Дипломник: Шестопал М. М.
2000
